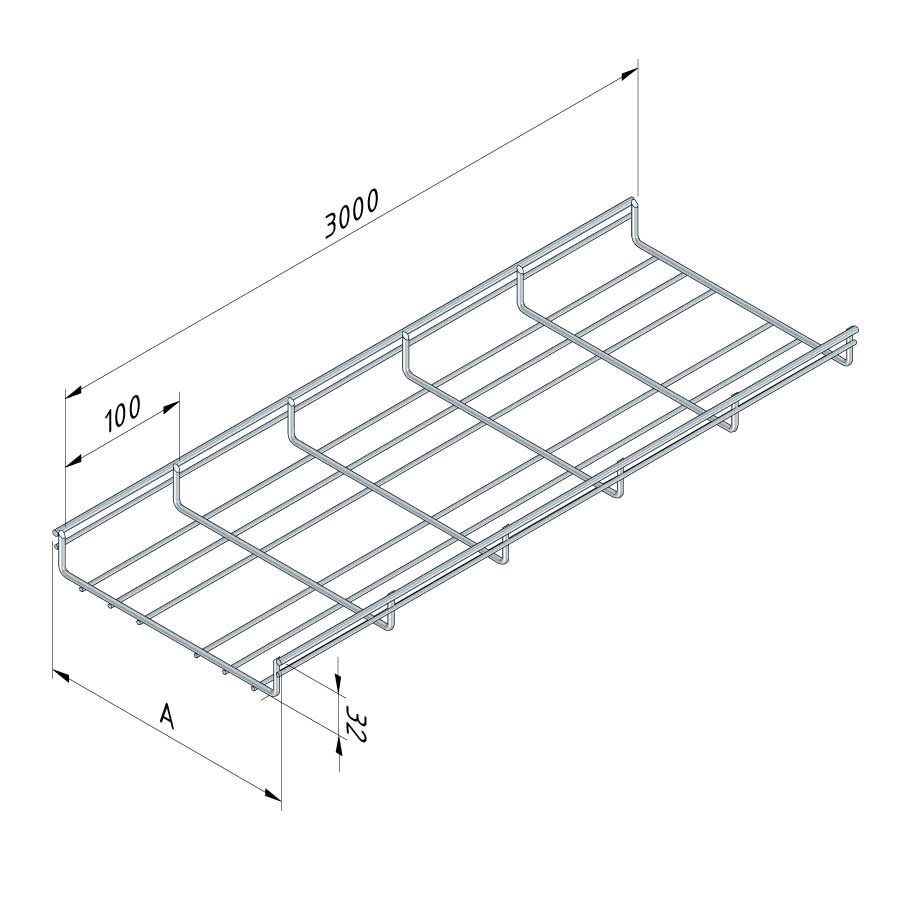
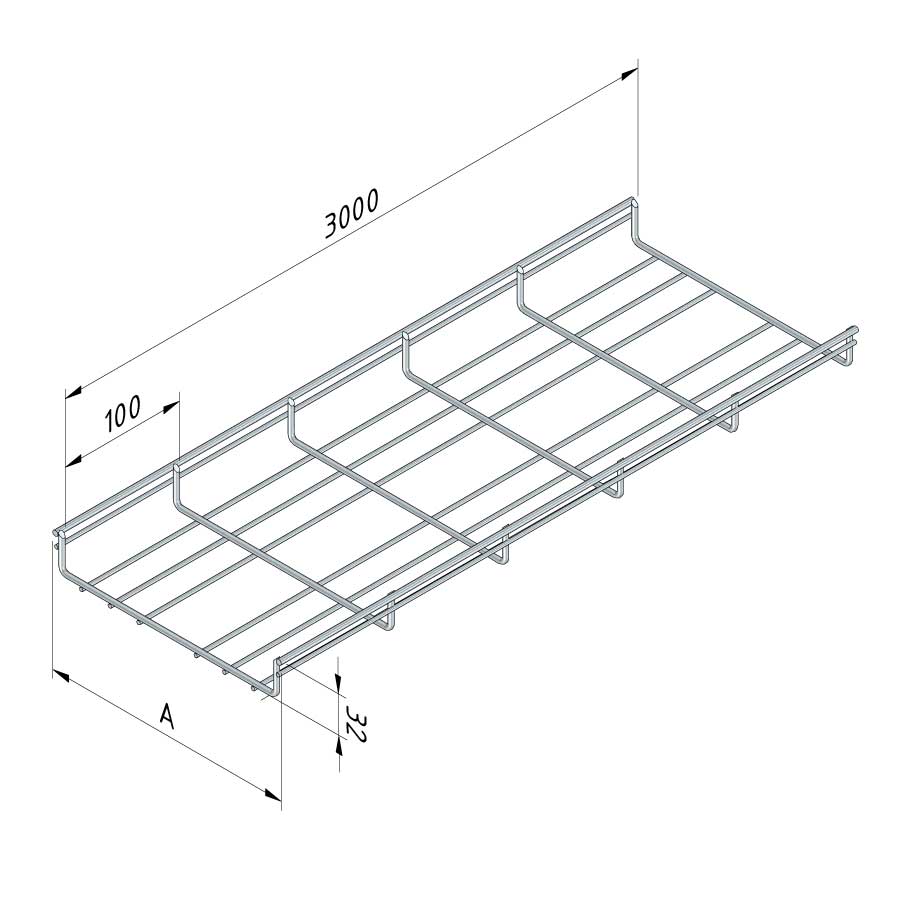
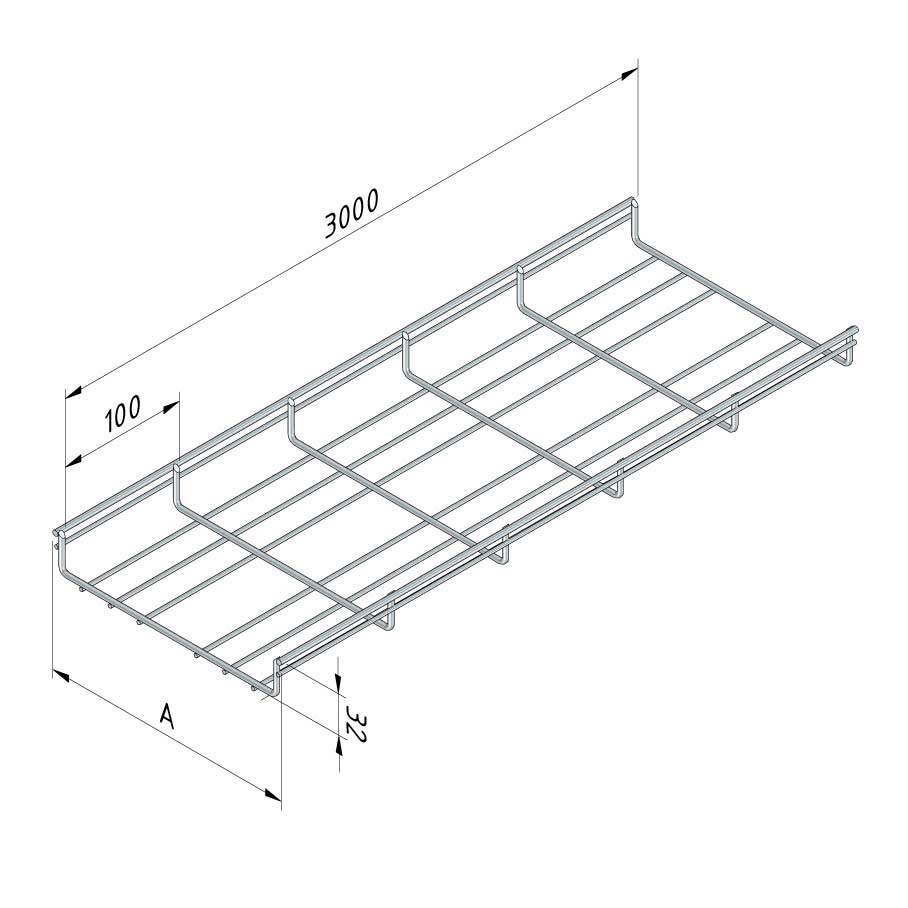
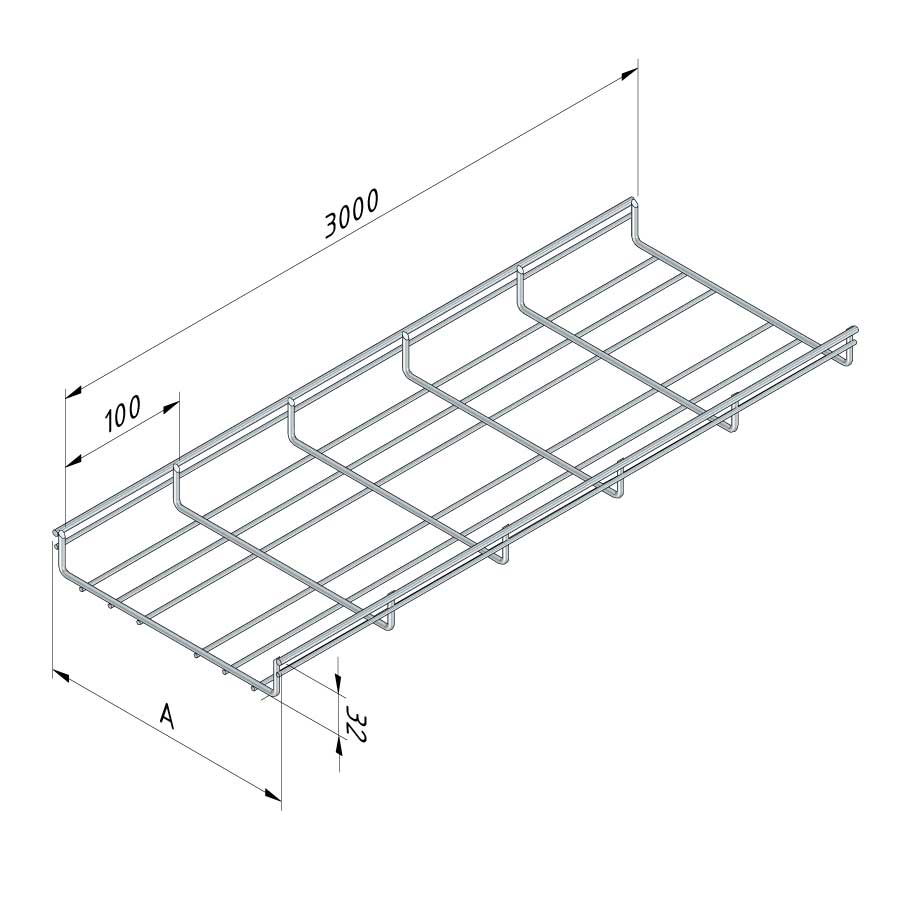
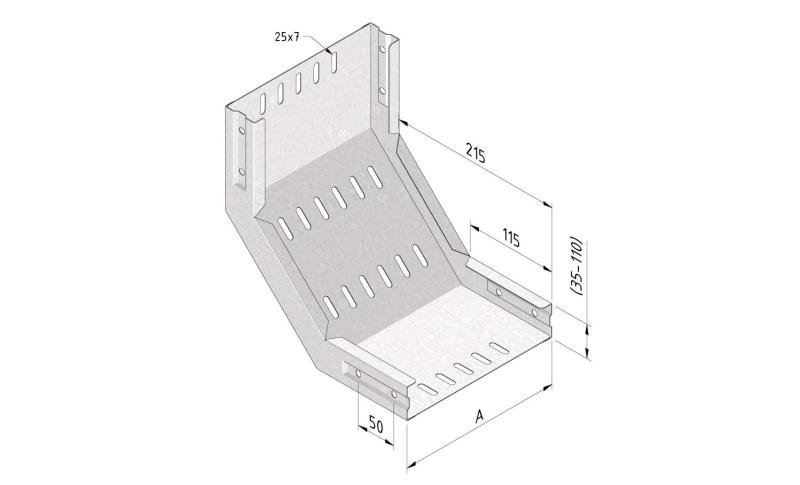
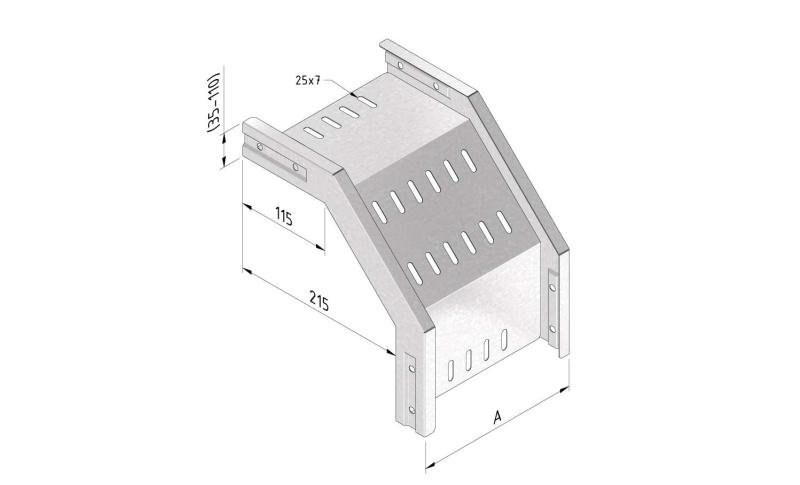
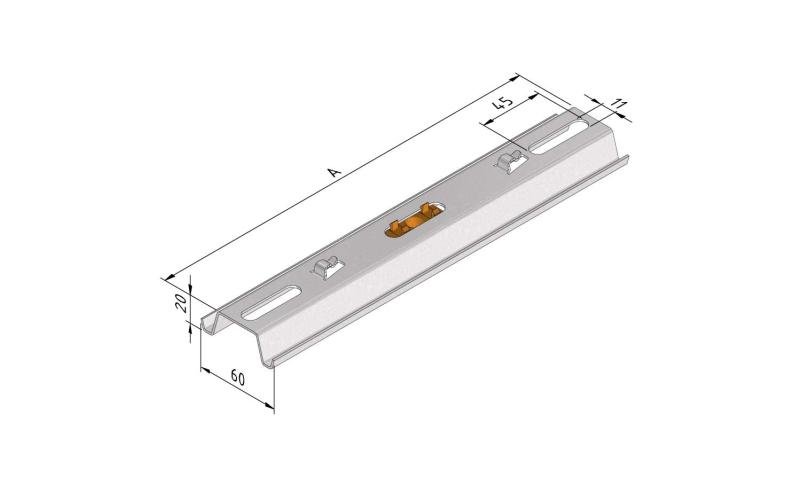
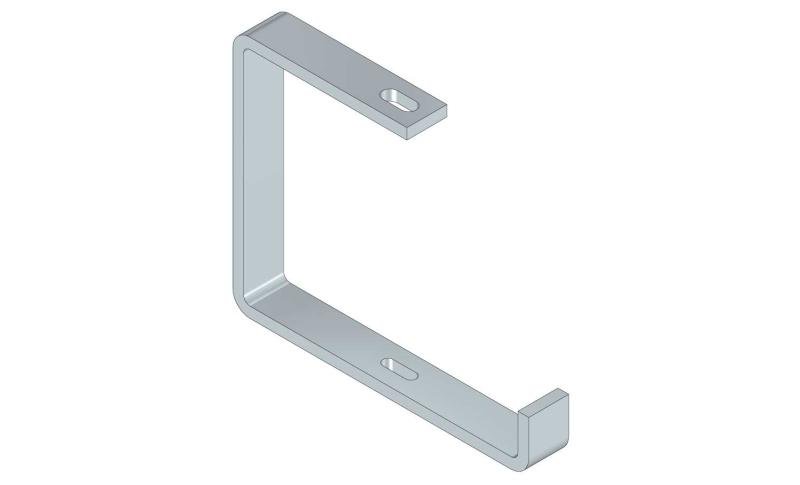
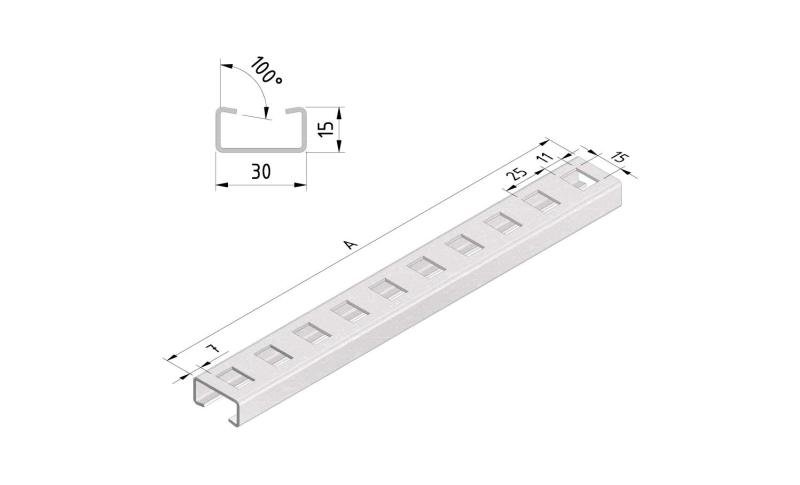
Gitterrinne
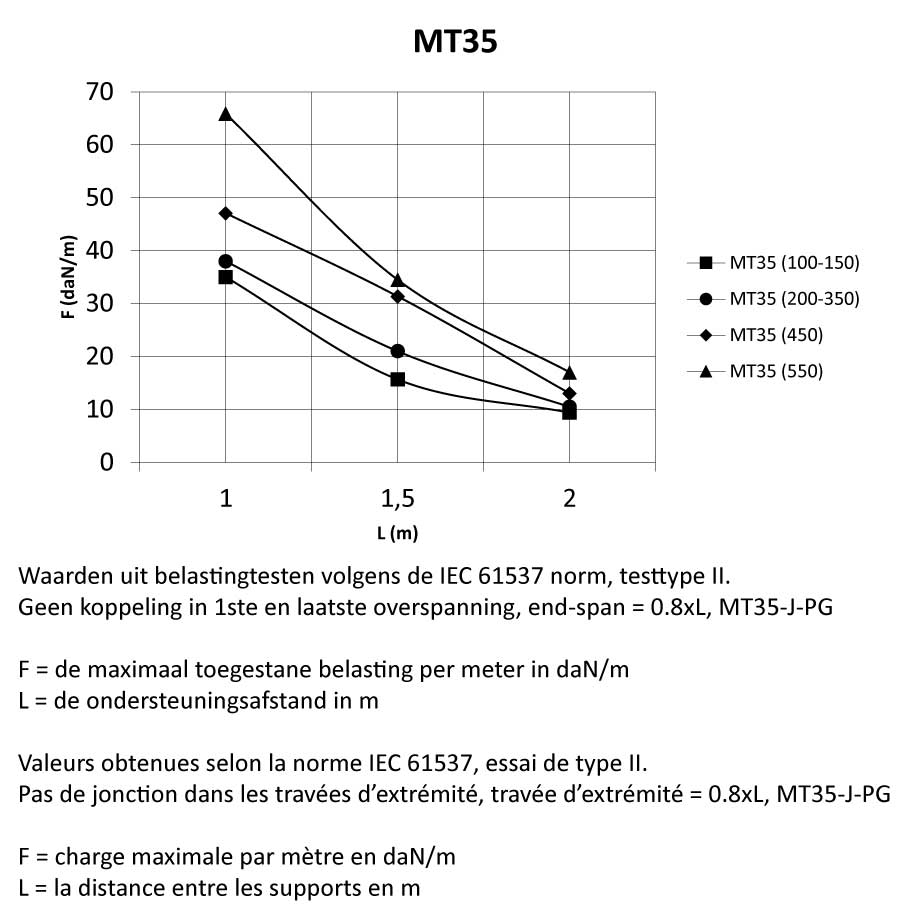
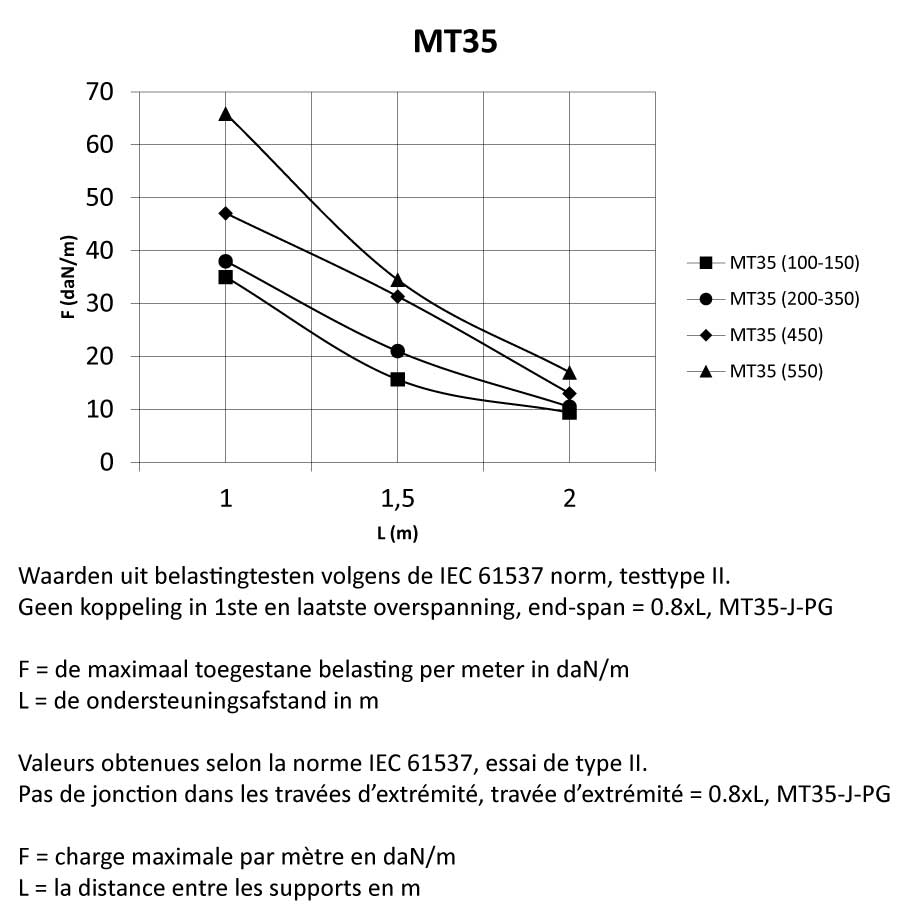
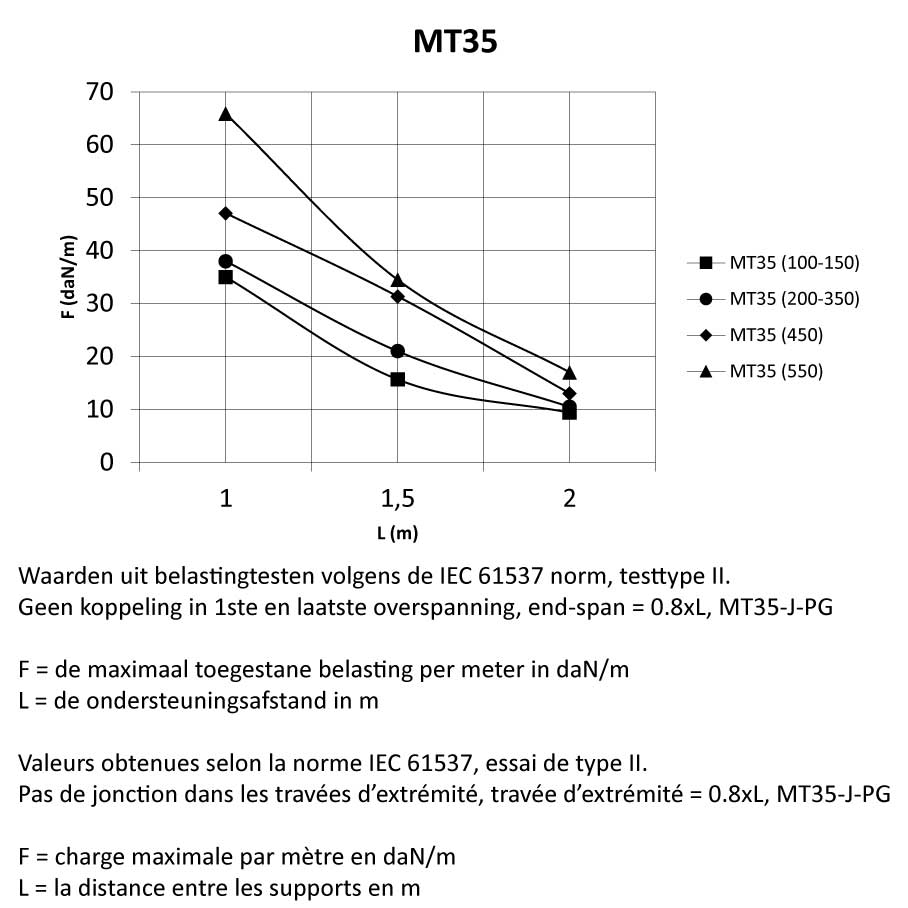
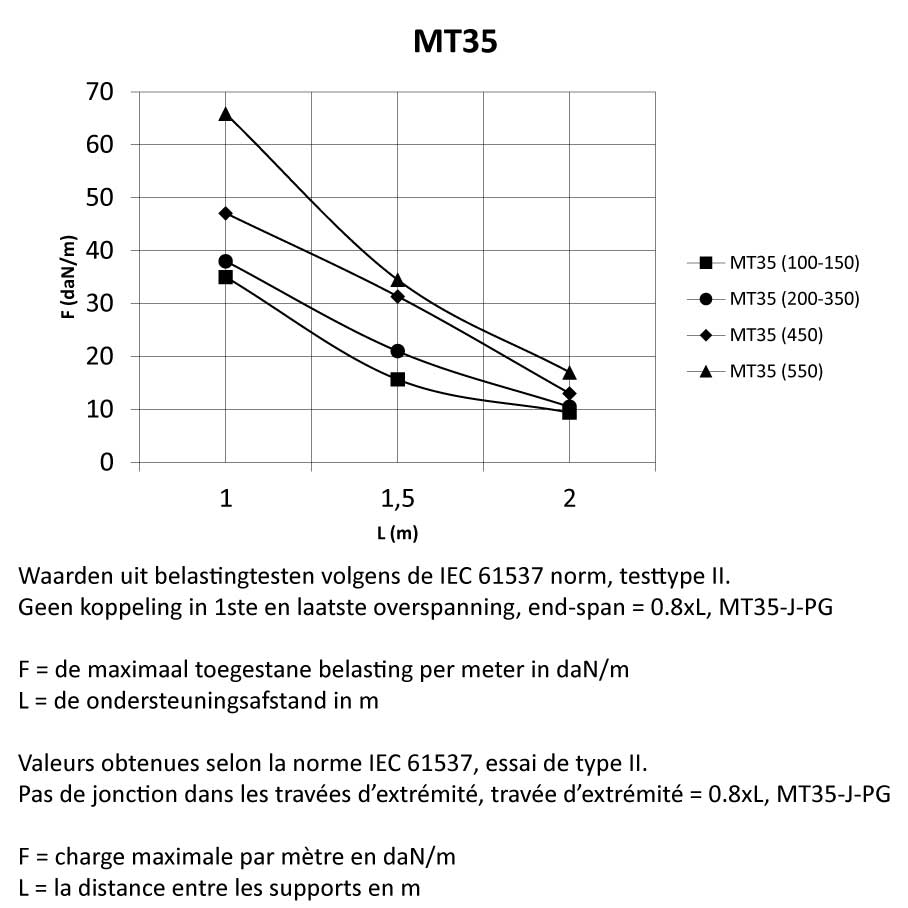
MT35


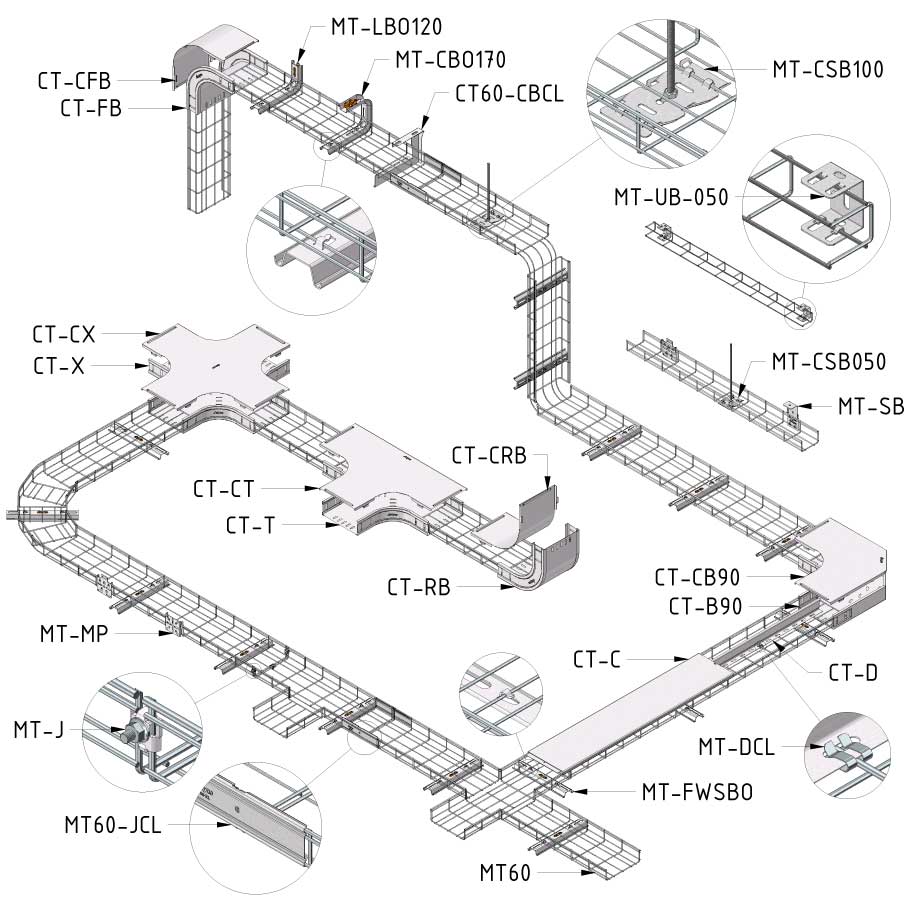
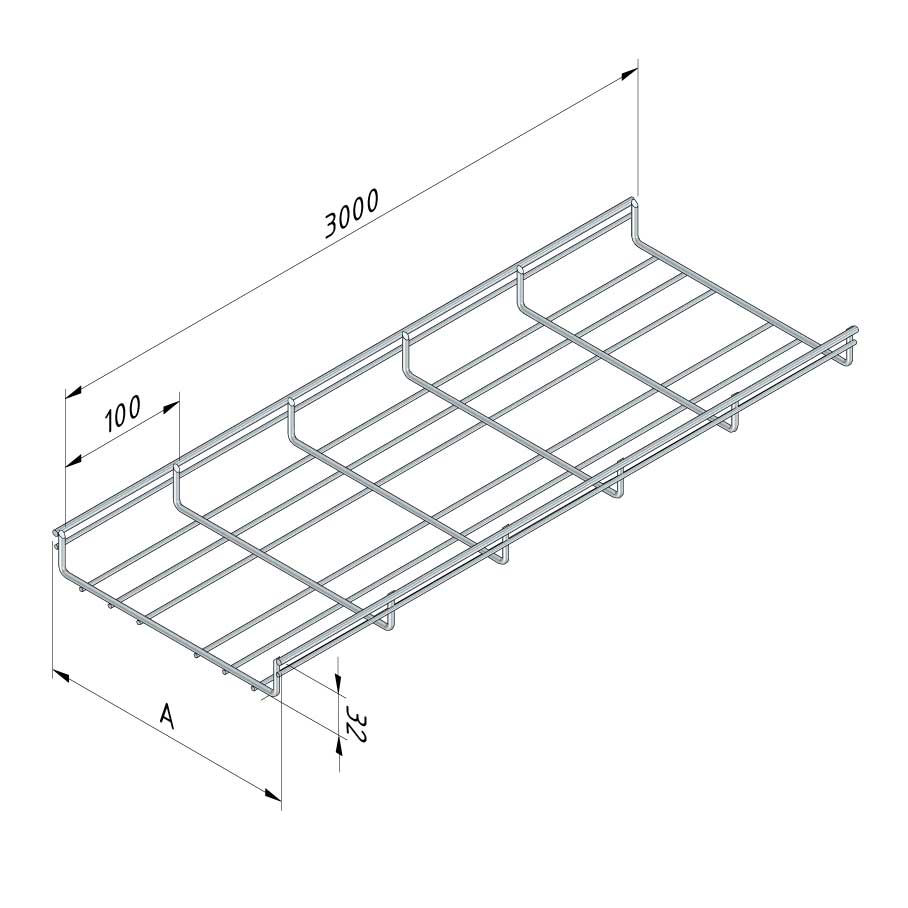
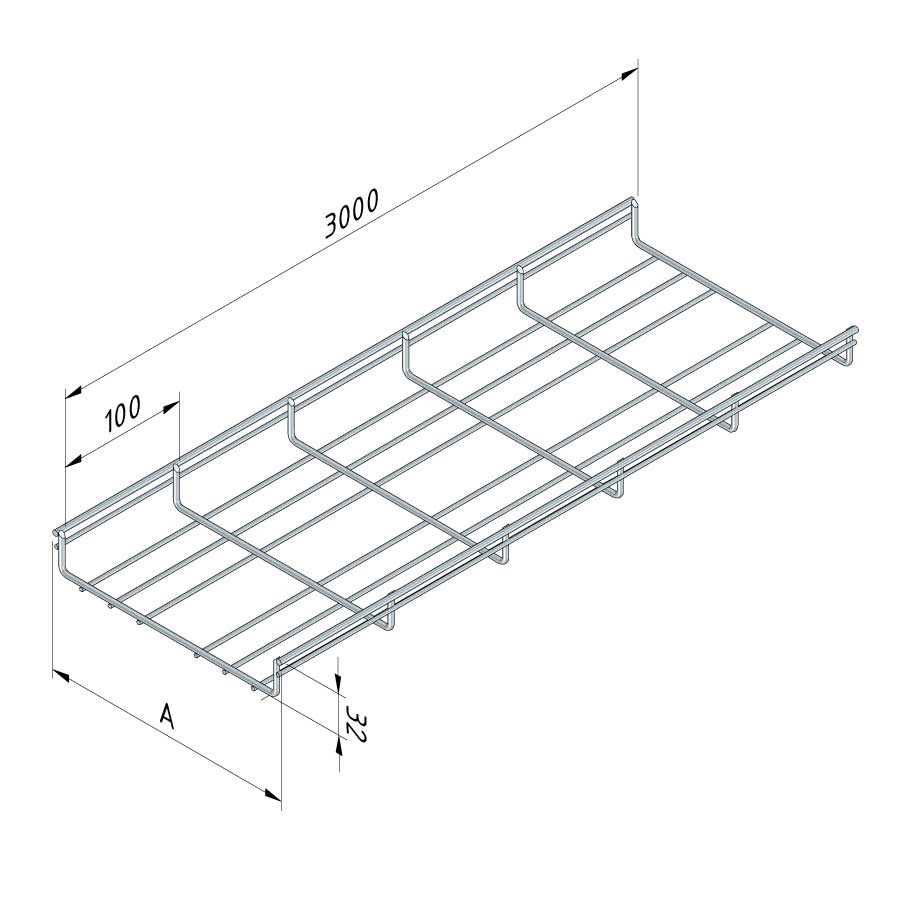
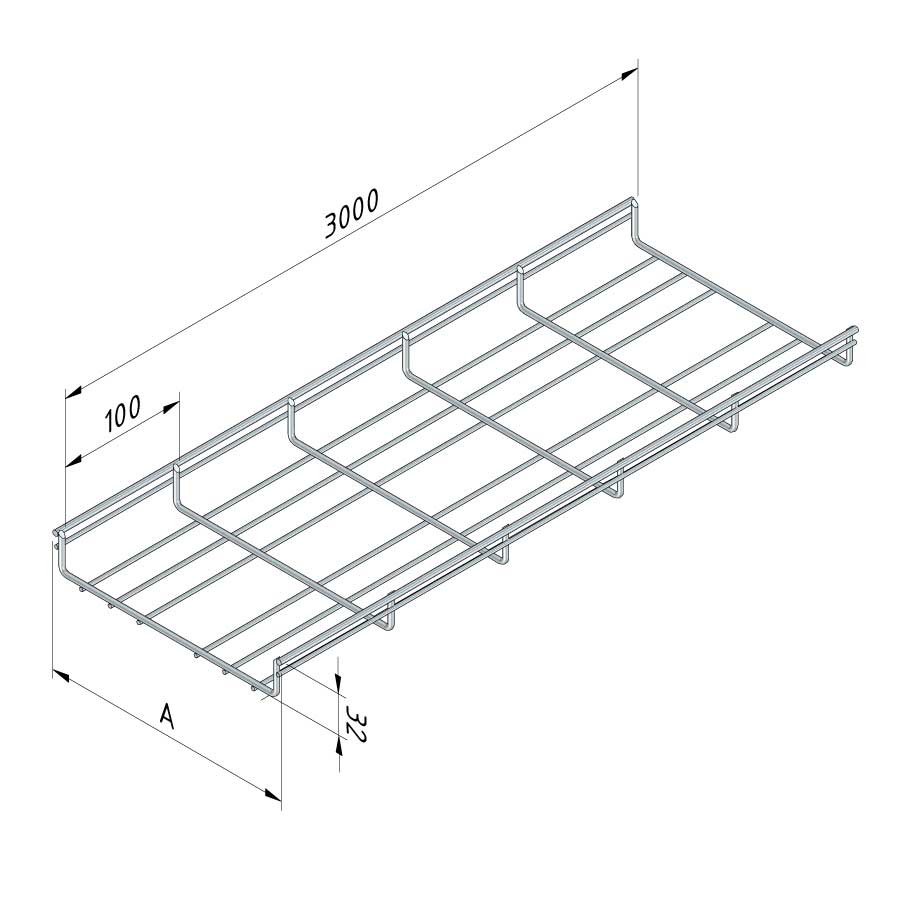
Gitterrinne
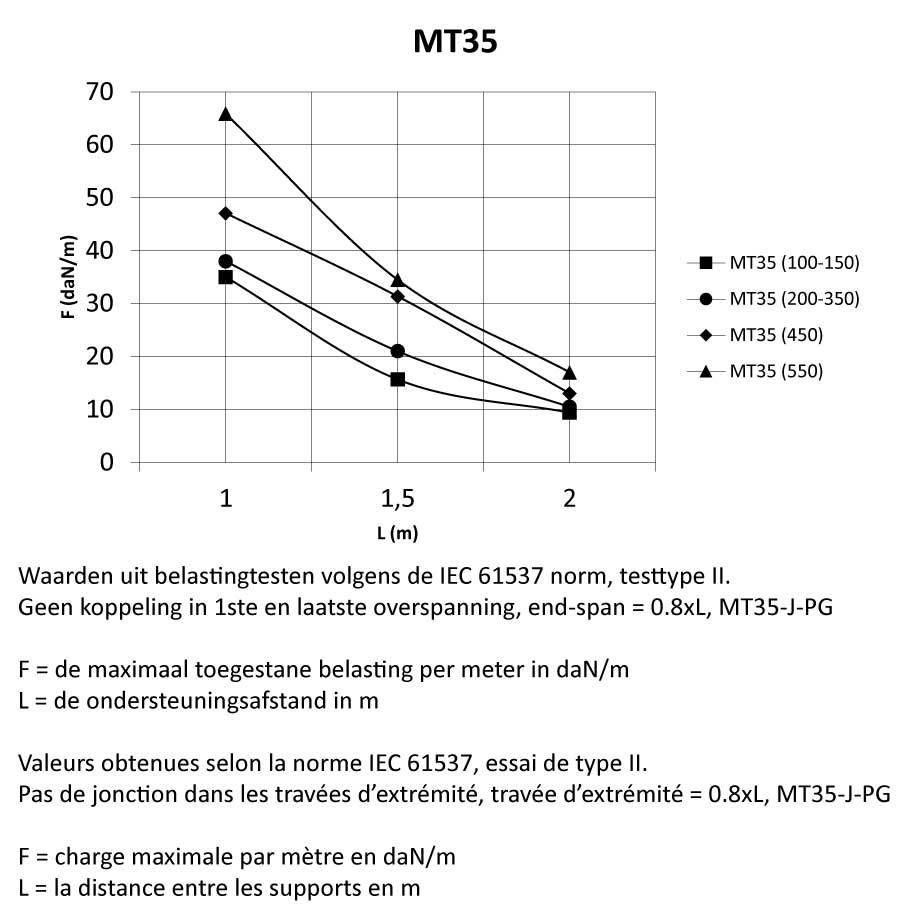
MT35
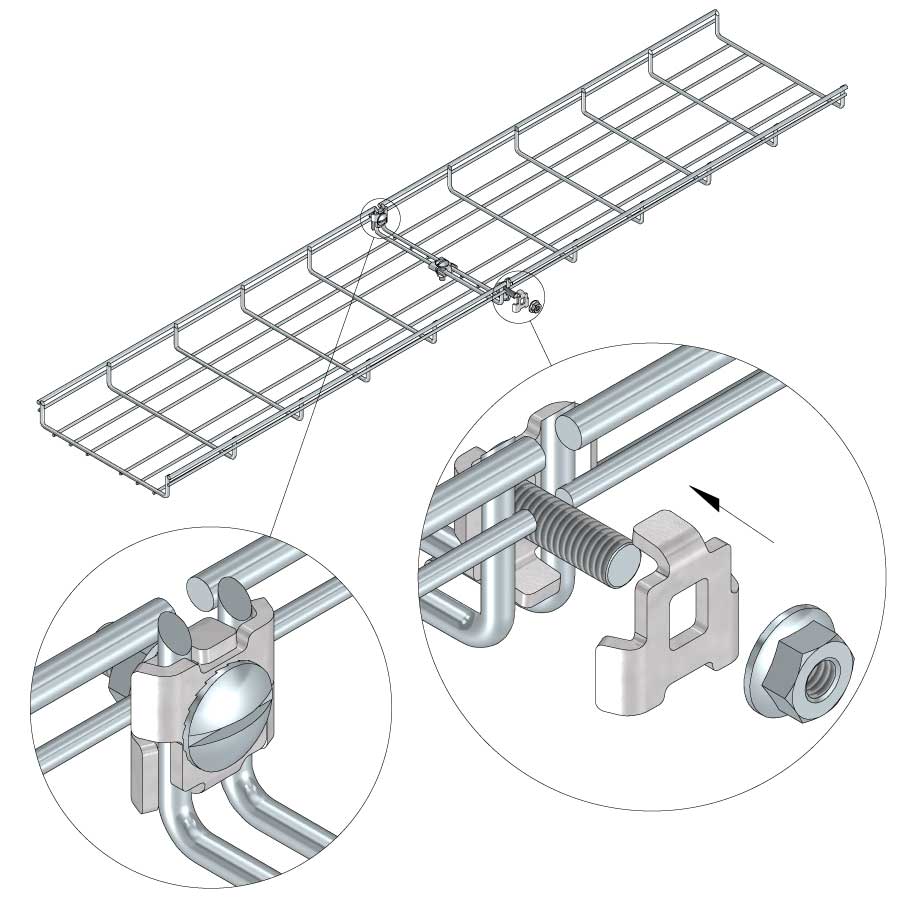
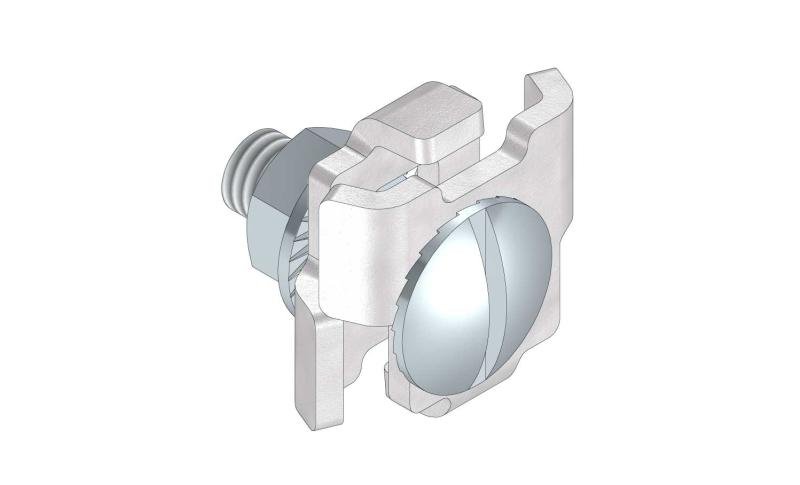
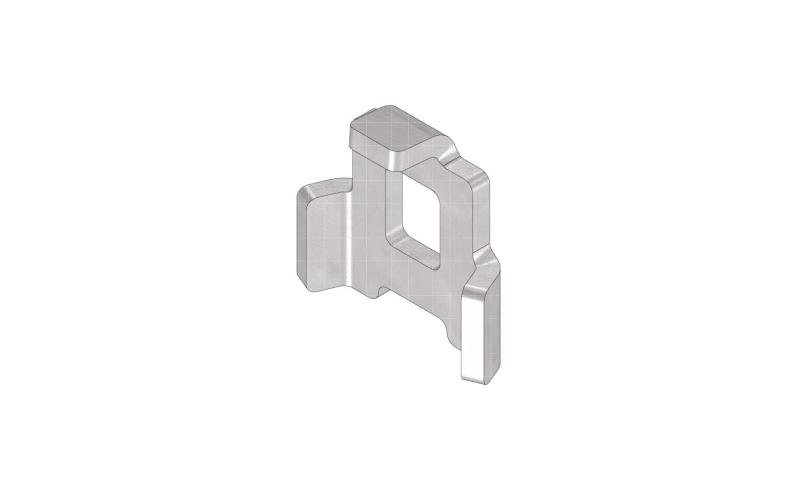
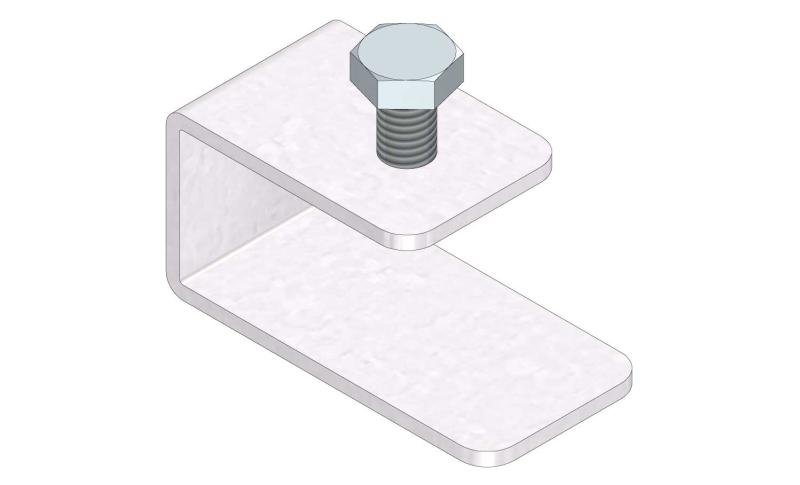
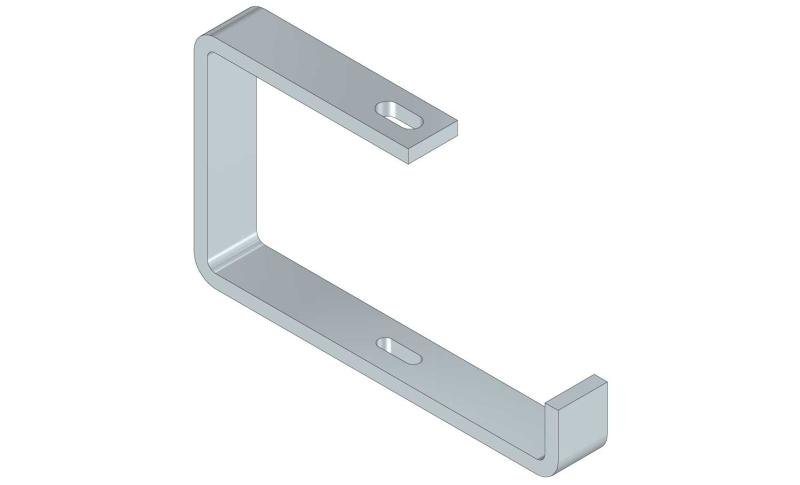
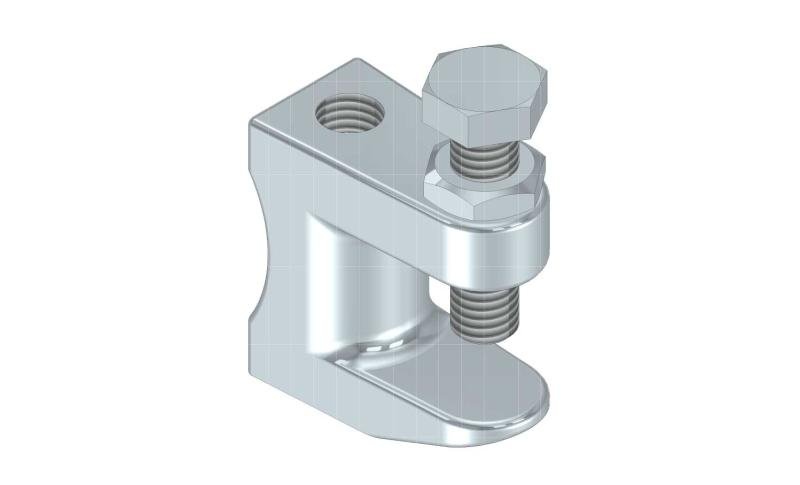
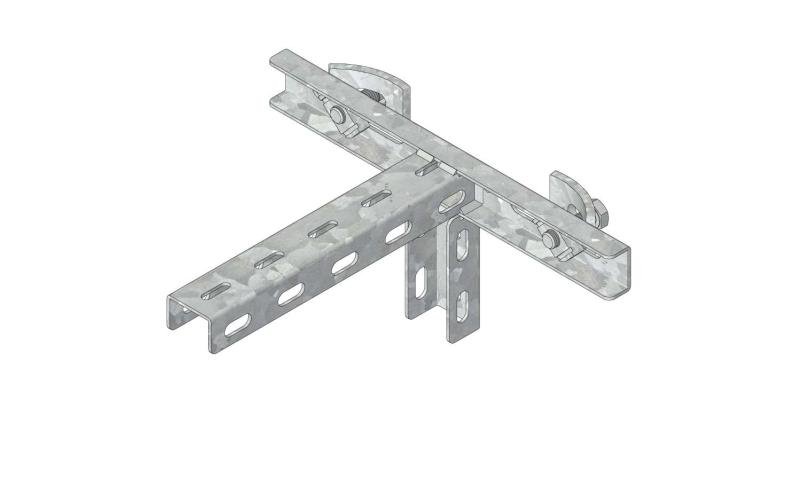
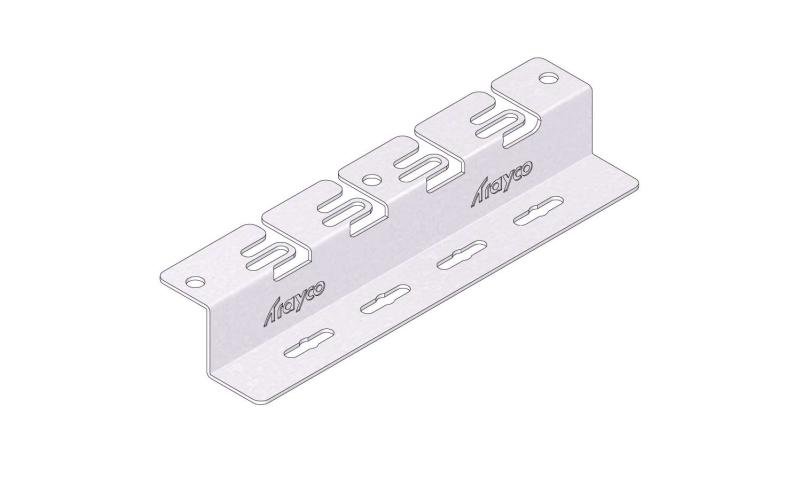
Verbinden mit MT-JF
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | maß A | Nutzfläche (cm²) | Verpackung | |||
|---|---|---|---|---|---|---|---|---|
|
|
10351 |
MT35-100-3EG |
EG
|
100
|
23.74
|
3
|
Standard
|
|
|
|
10352 |
MT35-150-3EG |
EG
|
150
|
38.49
|
3
|
Standard
|
|
|
|
10355 |
MT35-200-3EG |
EG
|
200
|
53.24
|
3
|
Standard
|
|
|
|
10356 |
MT35-350-3EG |
EG
|
350
|
97.49
|
3
|
Standard
|
|
|
|
10357 |
MT35-450-3EG |
EG
|
450
|
126.99
|
3
|
Standard
|
|
|
|
10346 |
MT35-550-3EG |
EG
|
550
|
156.49
|
3
|
Standard
|
|
|
|
10575 |
MT35-100-3DG |
DG
|
100
|
23.74
|
3
|
|
|
|
|
10576 |
MT35-150-3DG |
DG
|
150
|
38.49
|
3
|
|
|
|
|
10579 |
MT35-200-3DG |
DG
|
200
|
53.24
|
3
|
|
|
|
|
10580 |
MT35-350-3DG |
DG
|
350
|
97.49
|
3
|
|
|
|
|
10581 |
MT35-450-3DG |
DG
|
450
|
126.99
|
3
|
|
|
|
|
10571 |
MT35-550-3DG |
DG
|
550
|
156.49
|
3
|
|
|
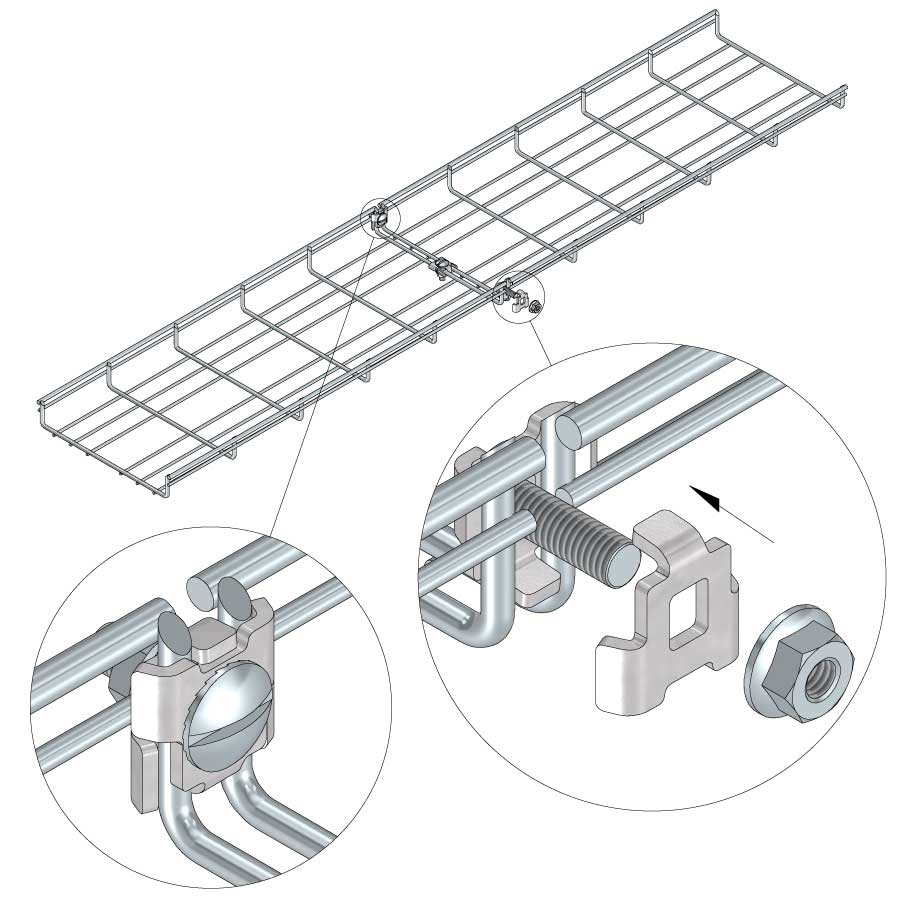





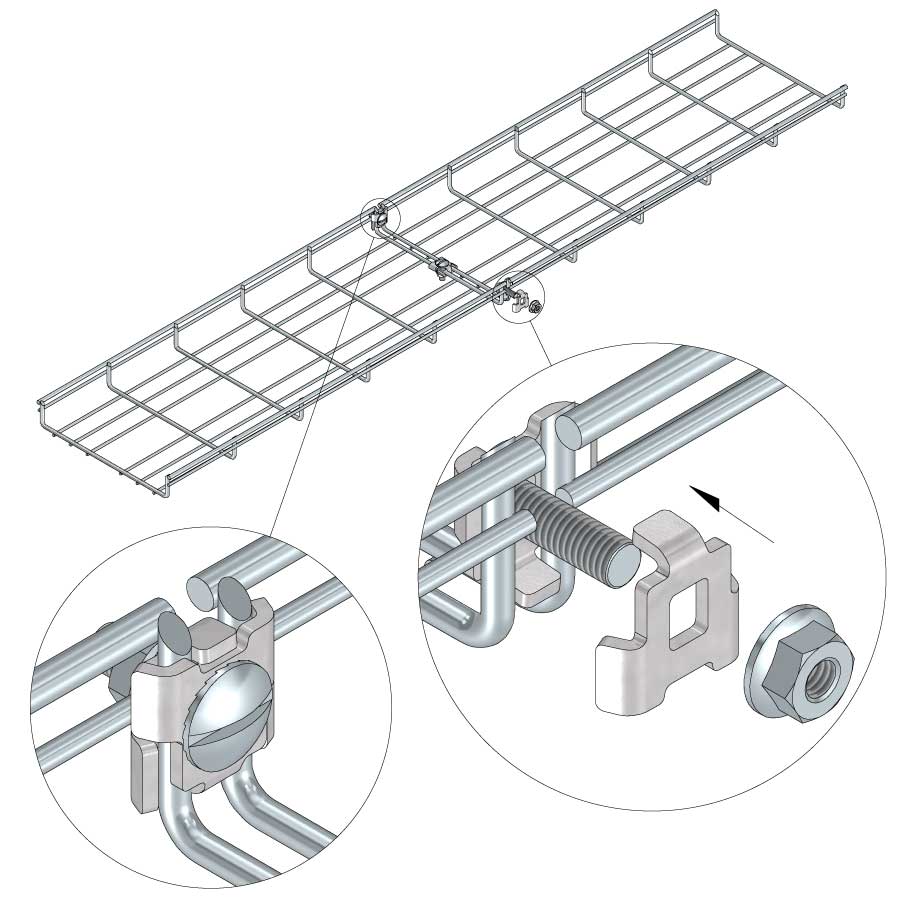

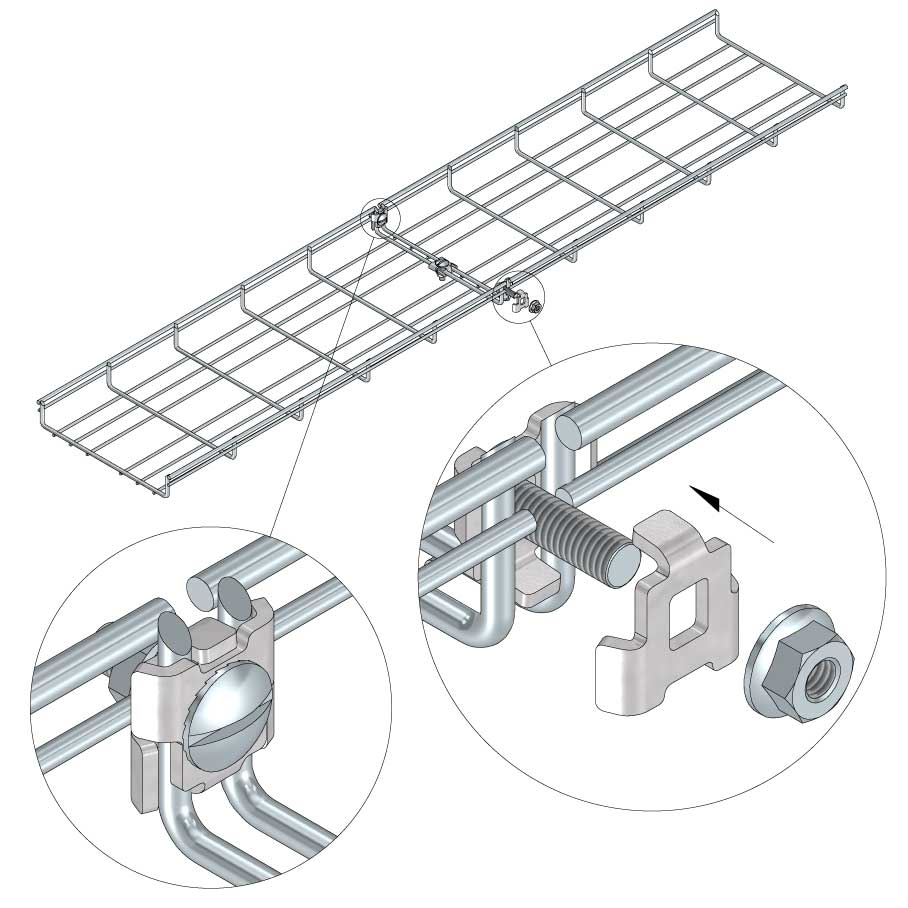


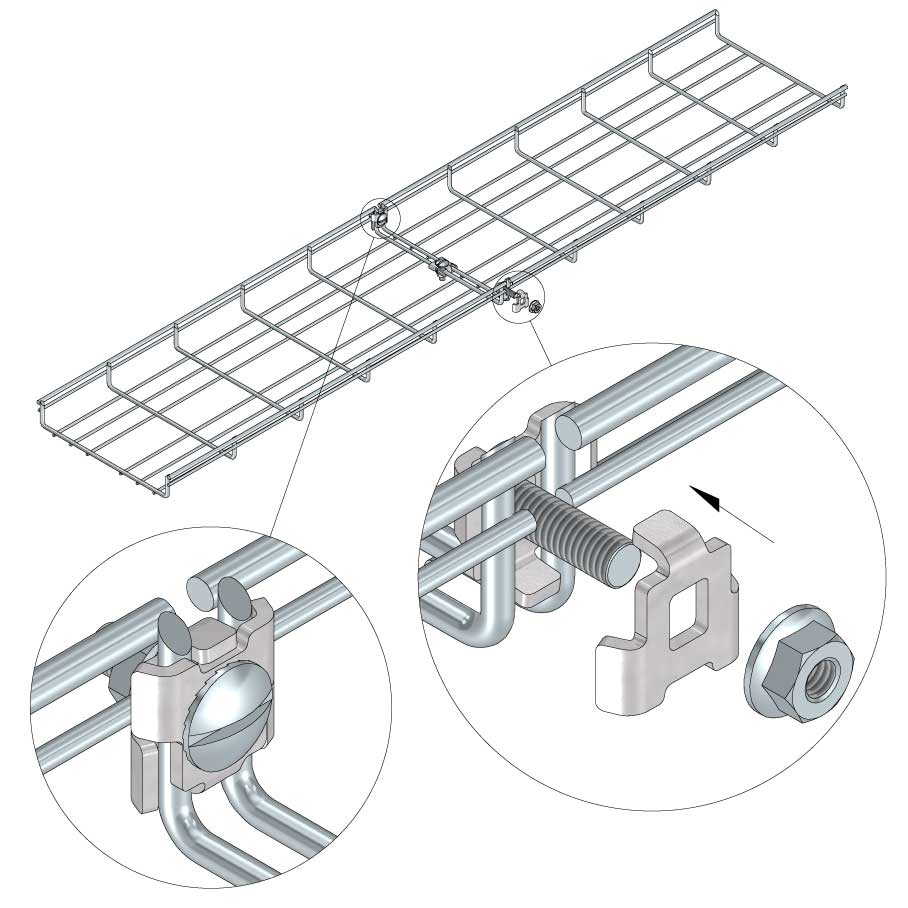


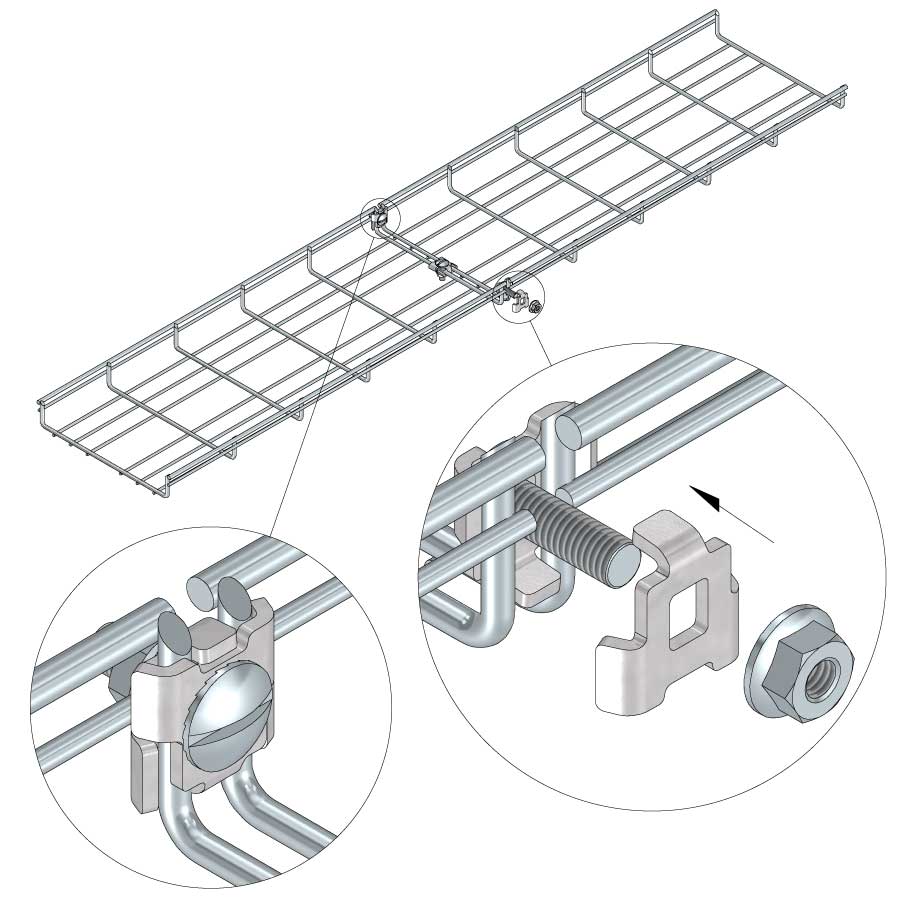


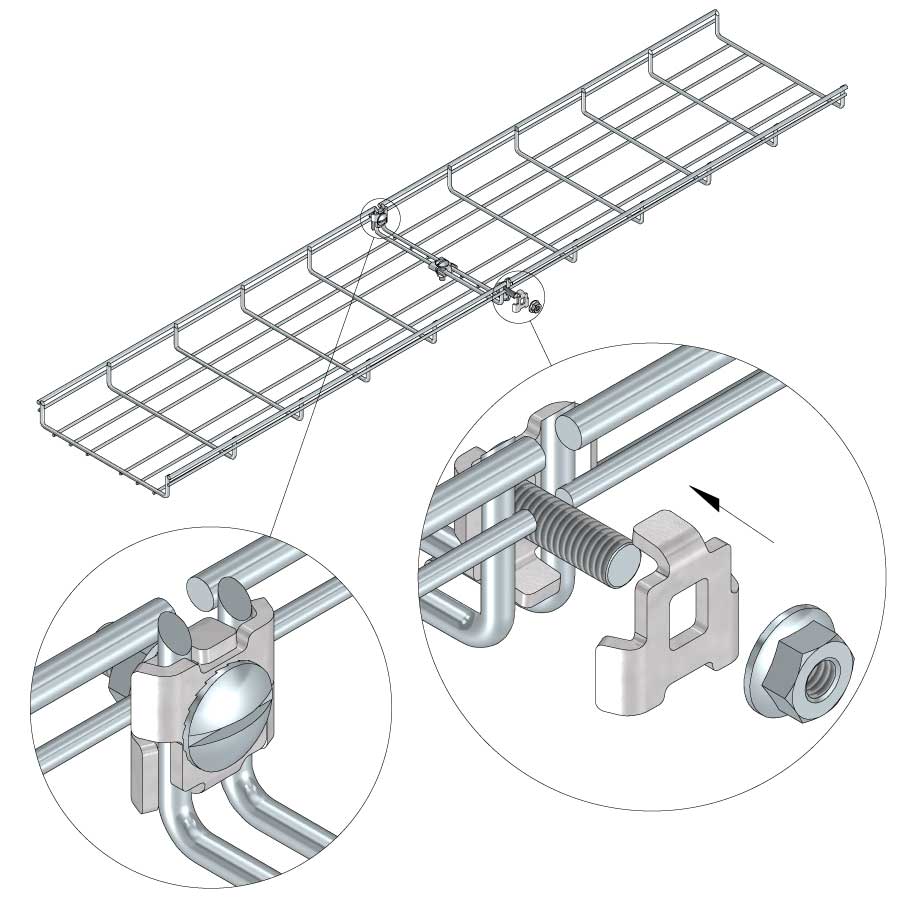


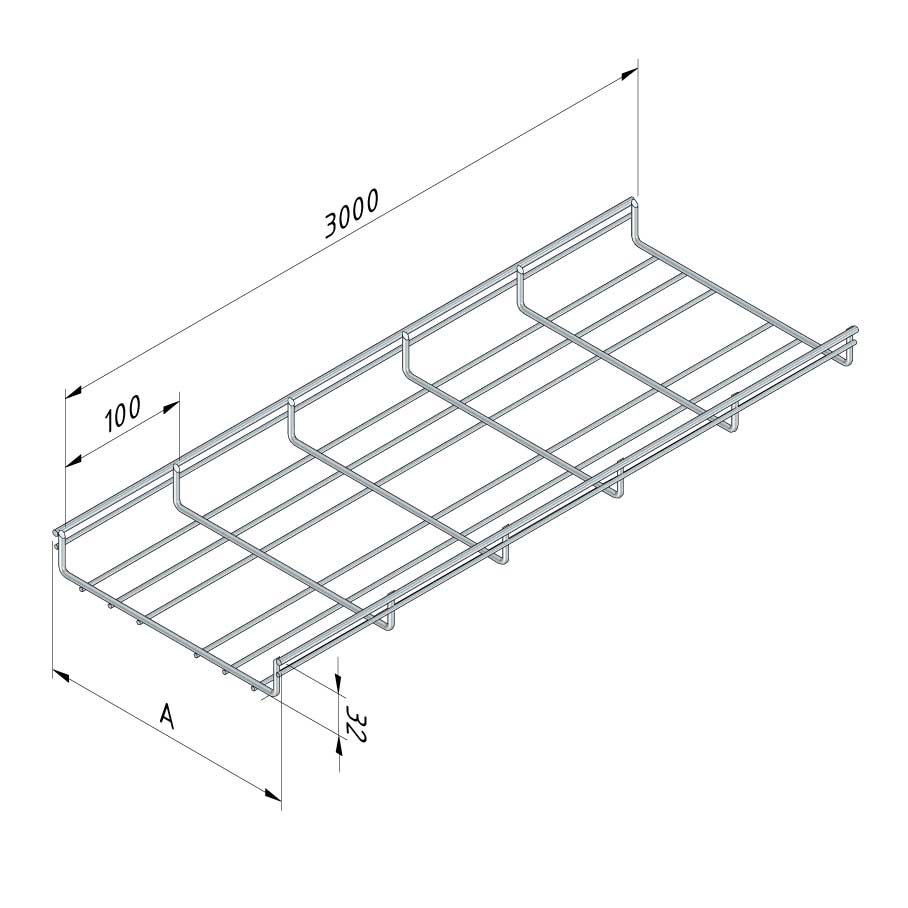
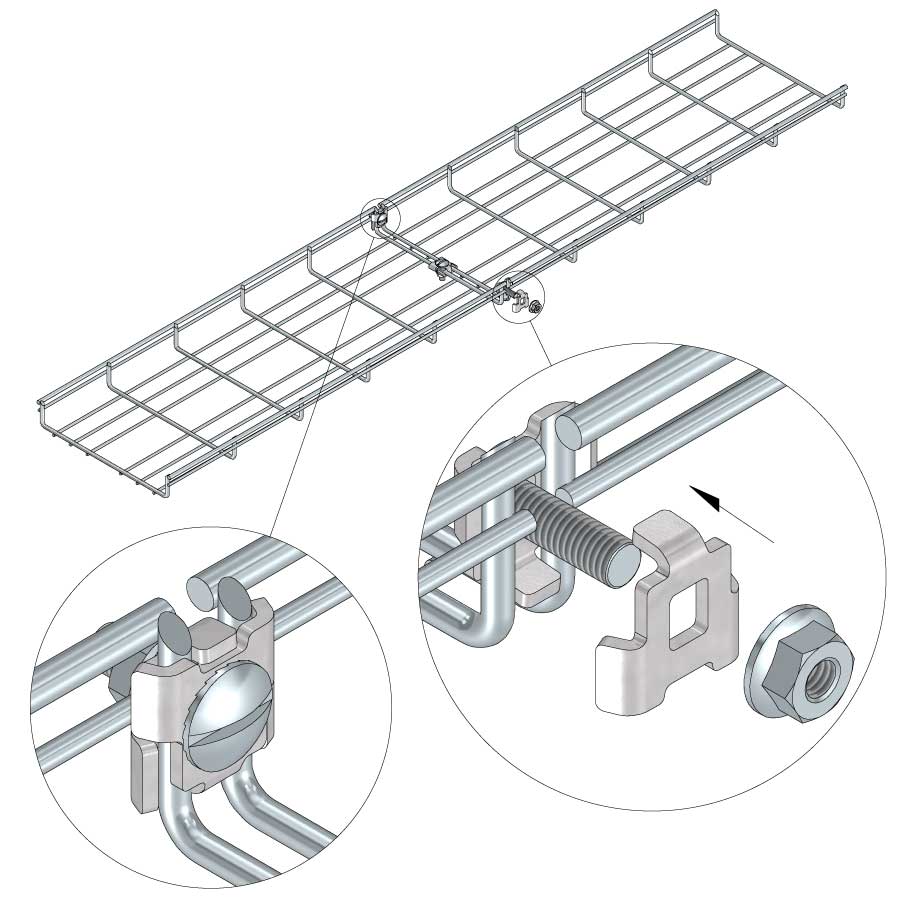



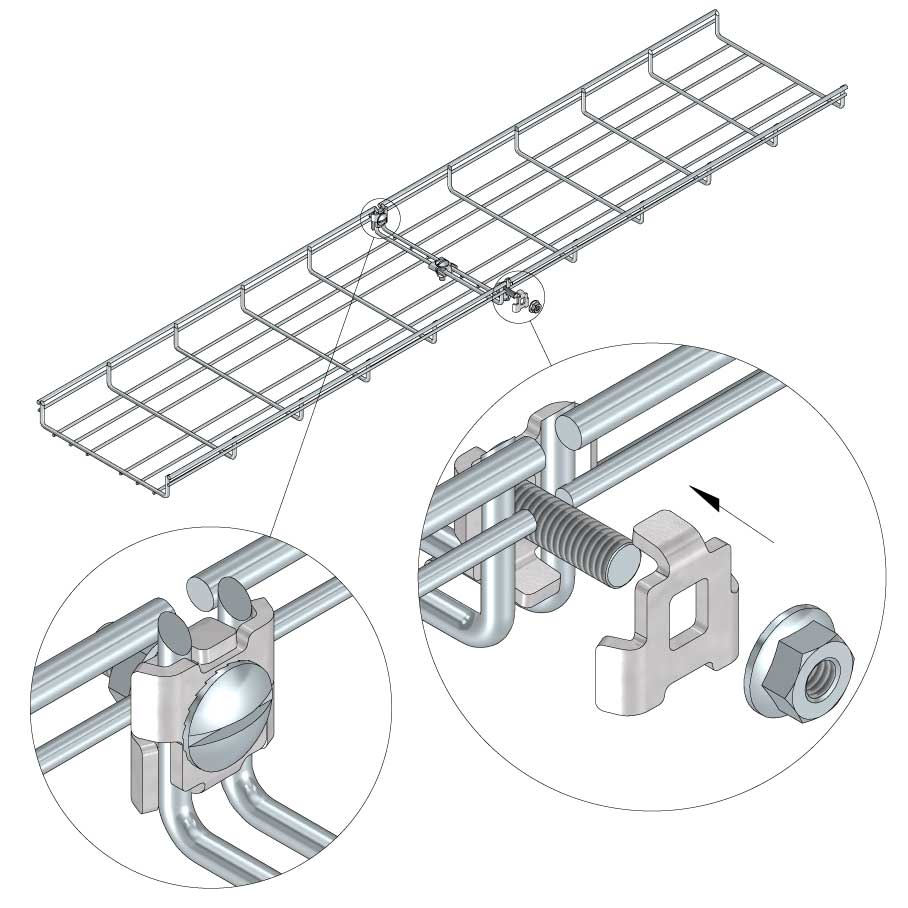

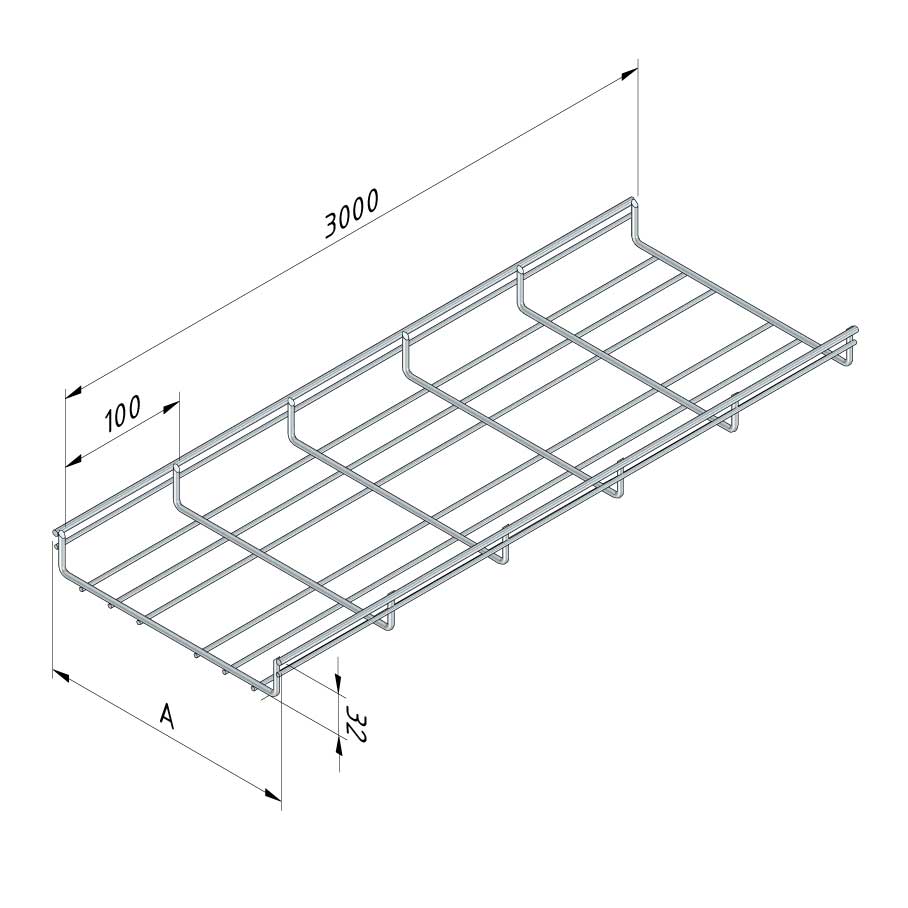
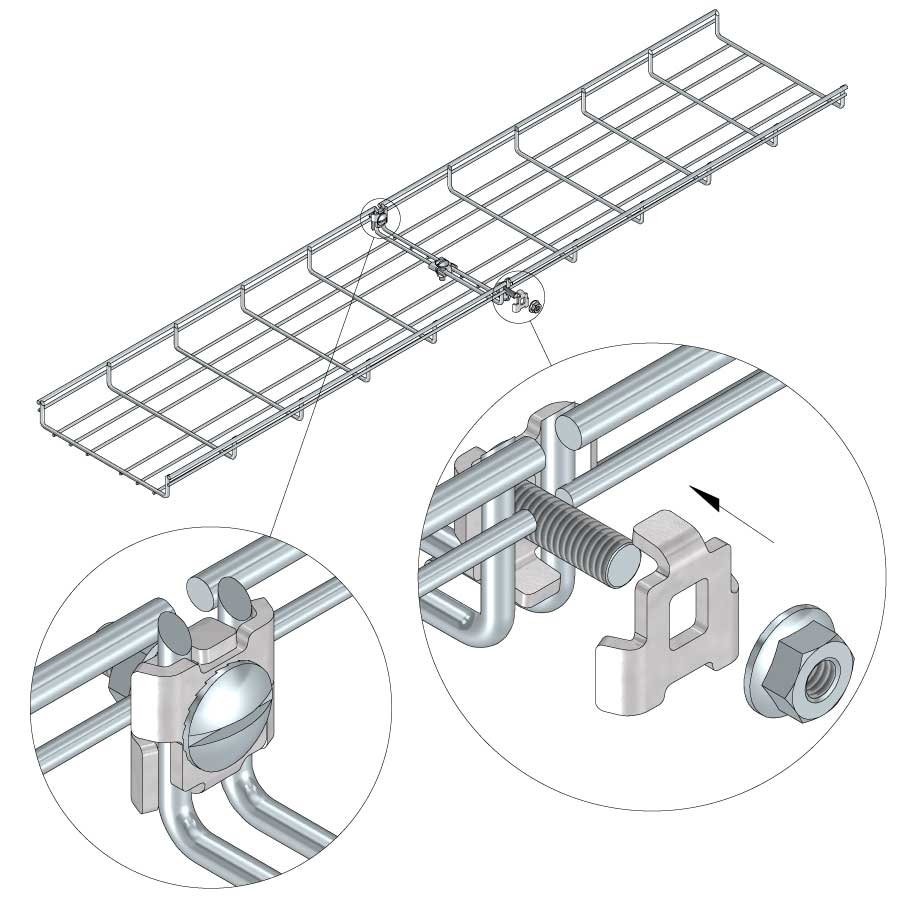


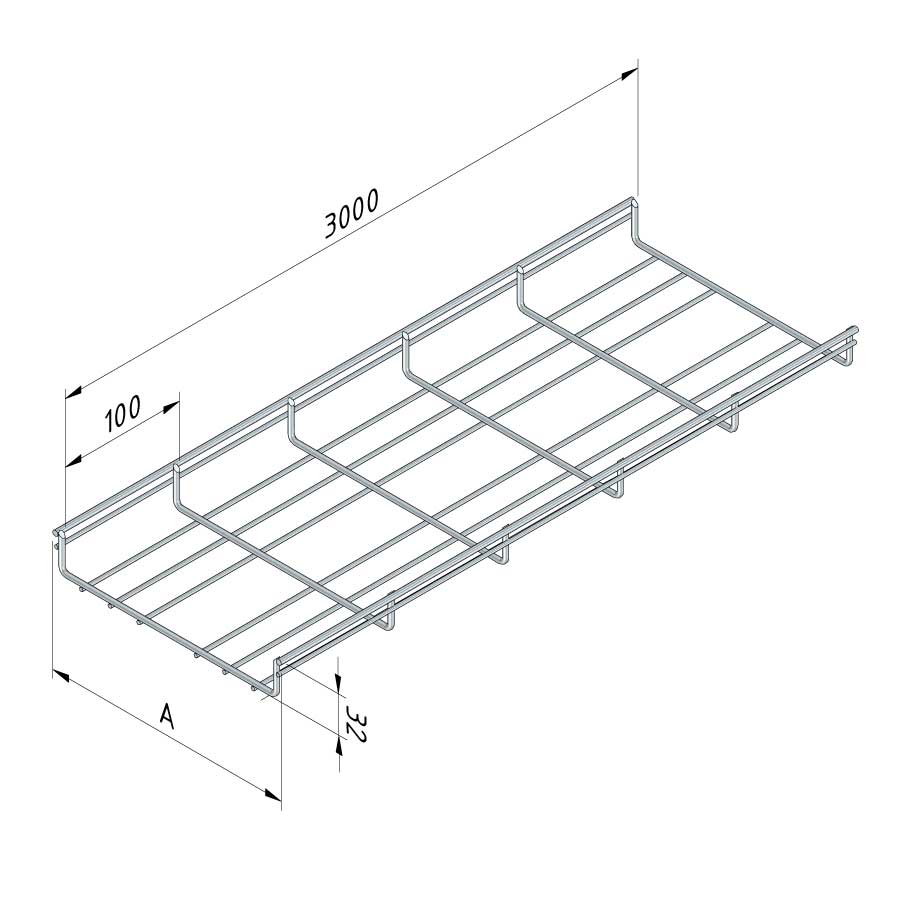


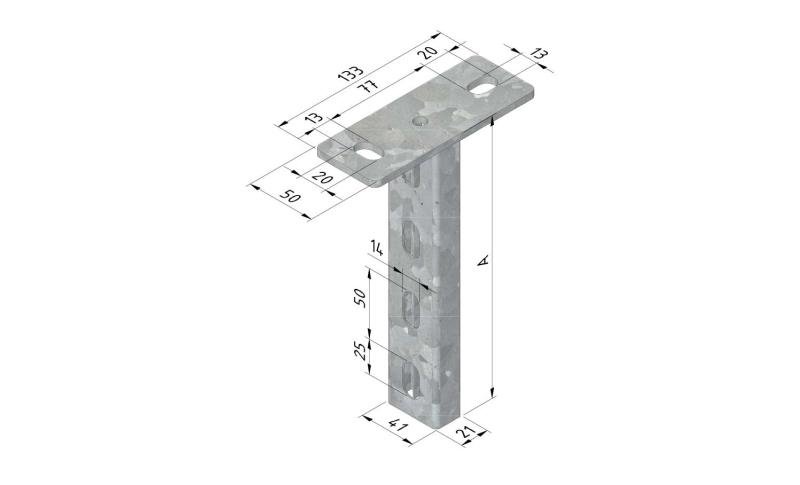
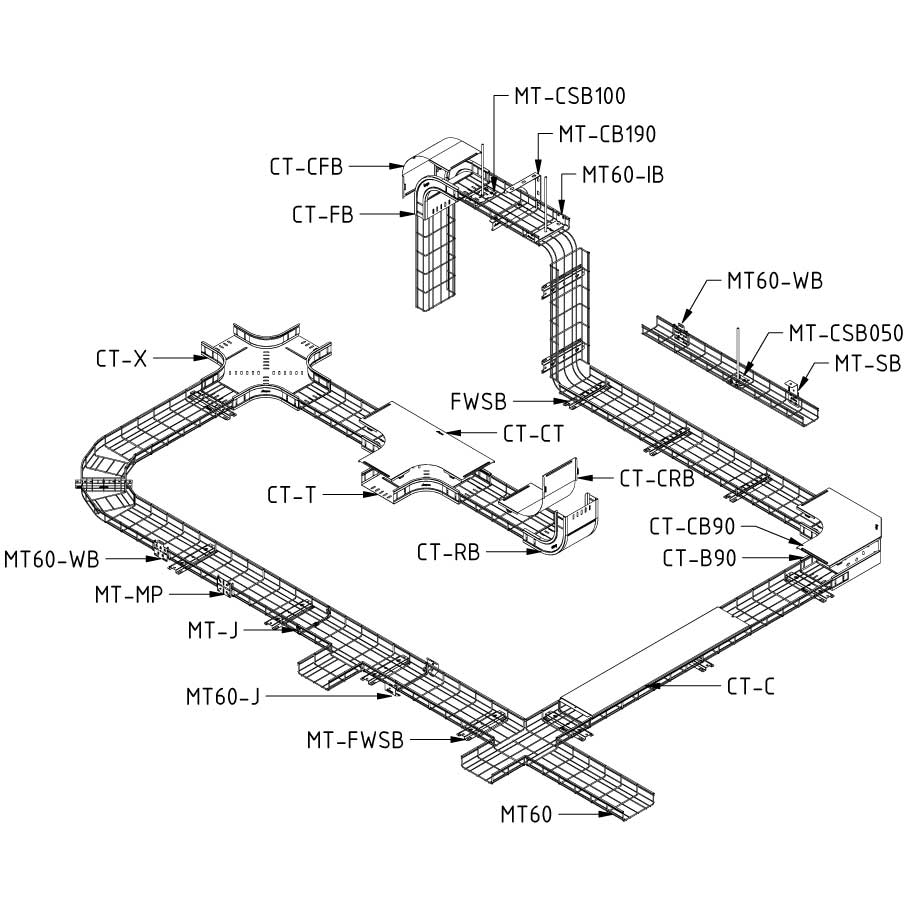
Montage
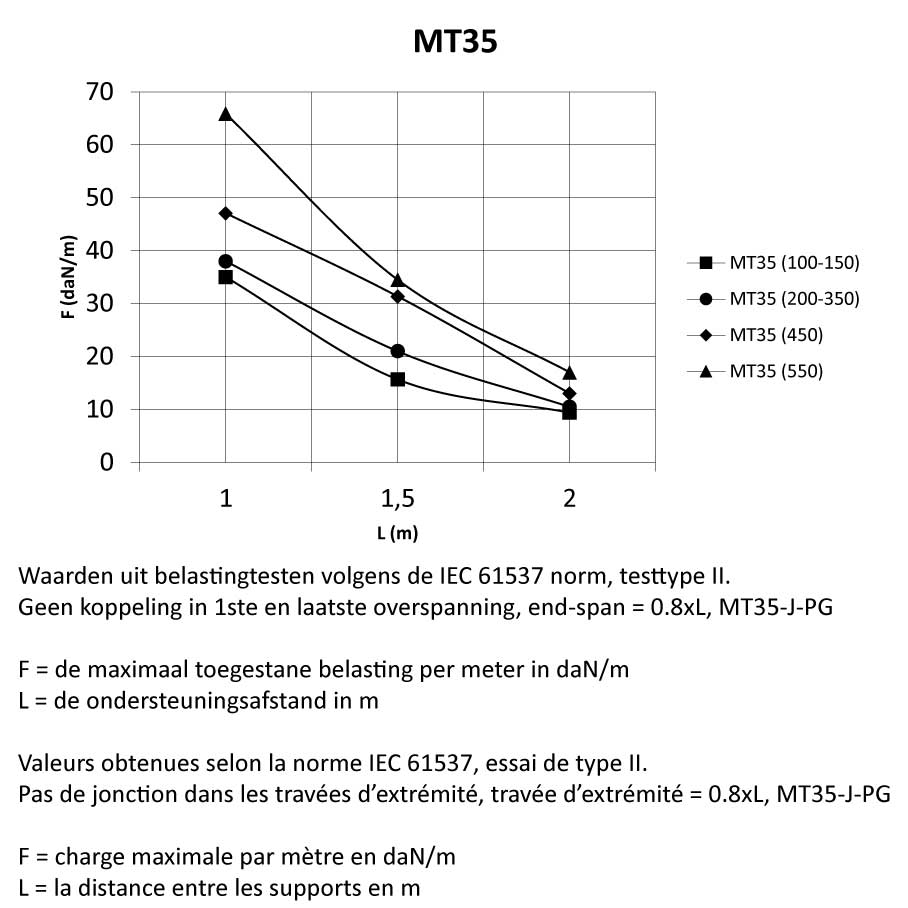
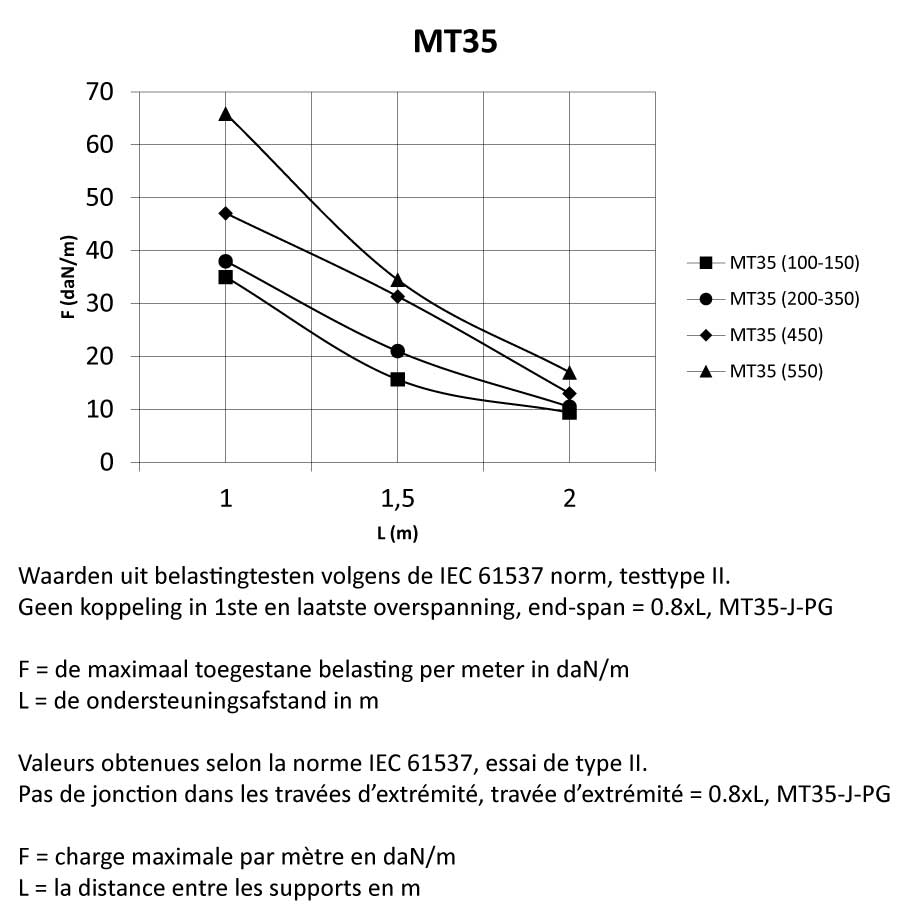
Lastdiagramm






























{kind=link}