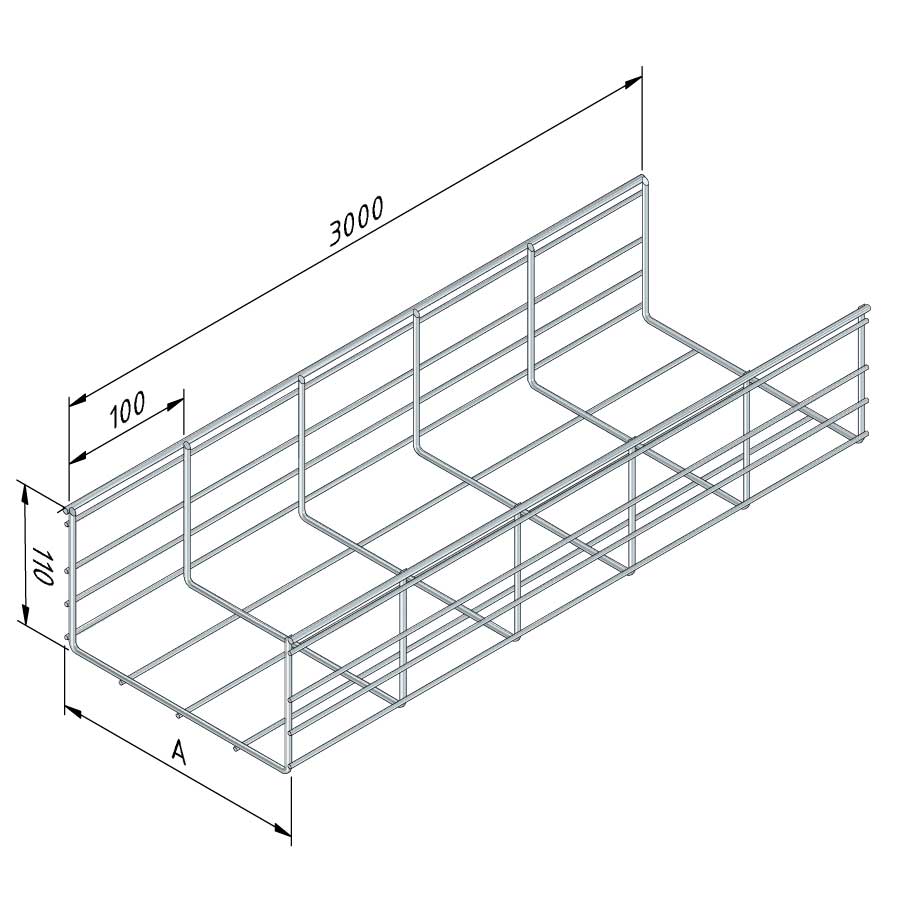
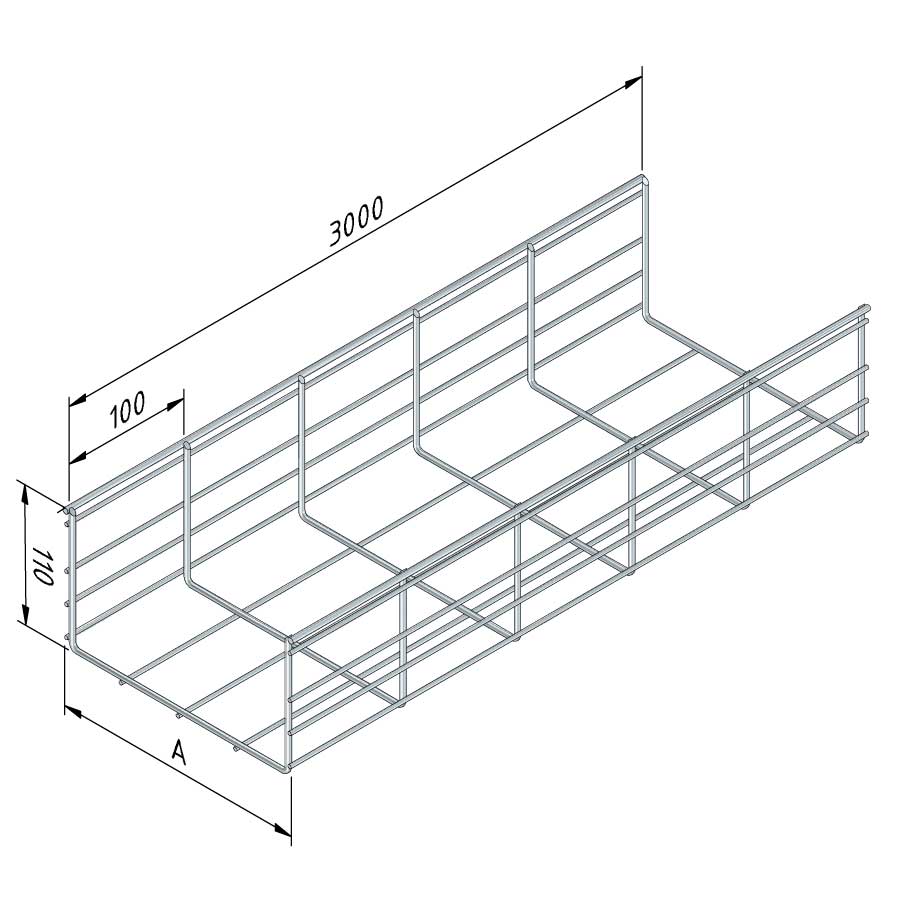
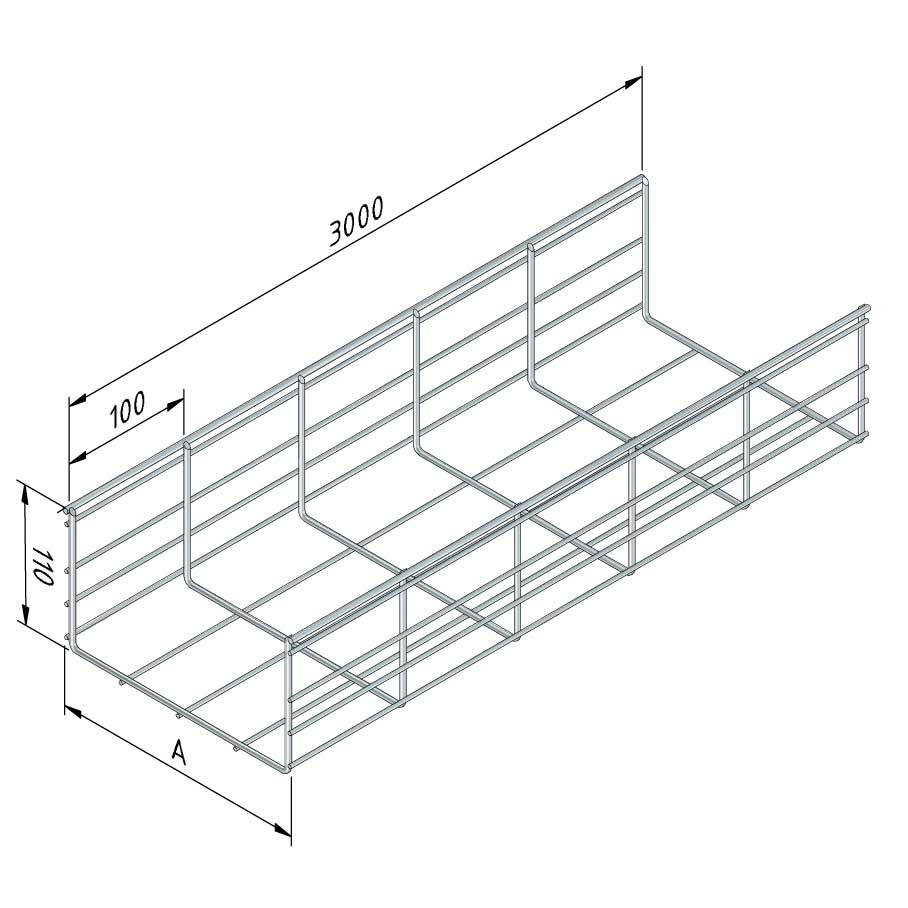
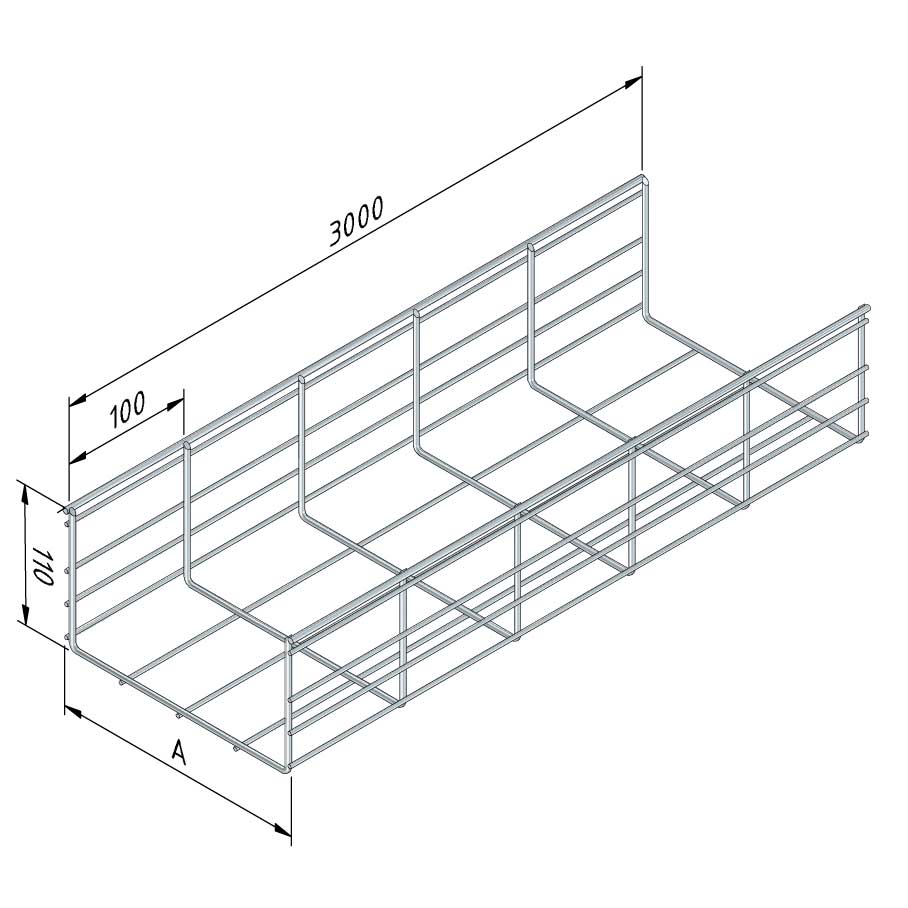
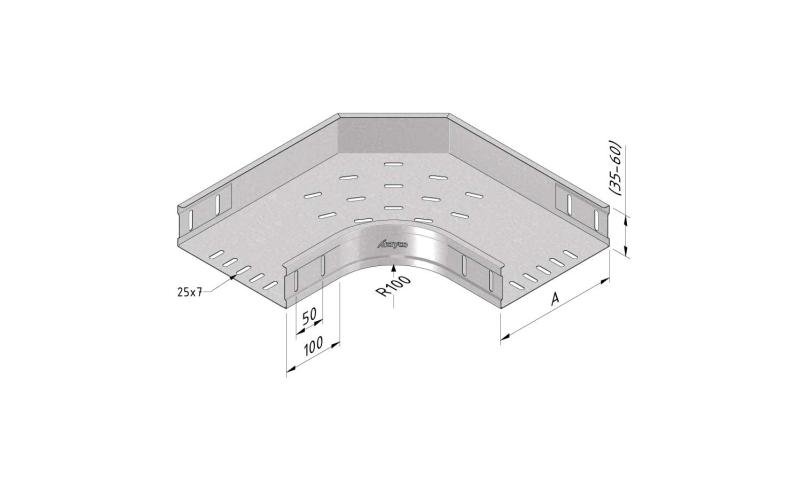
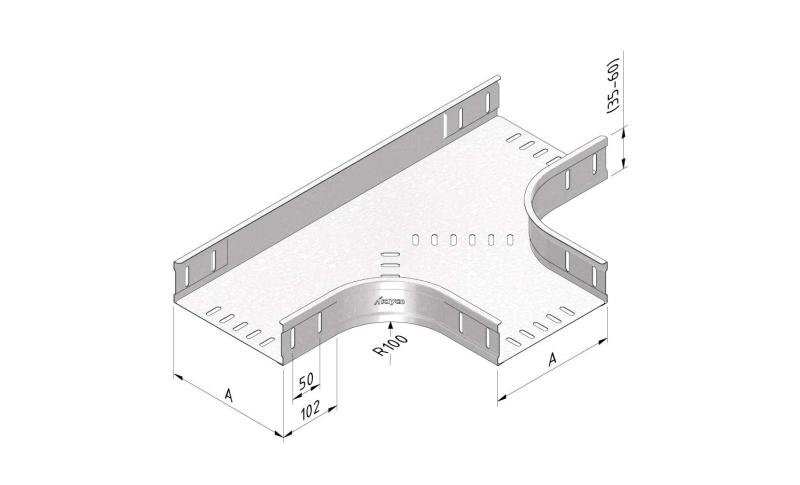
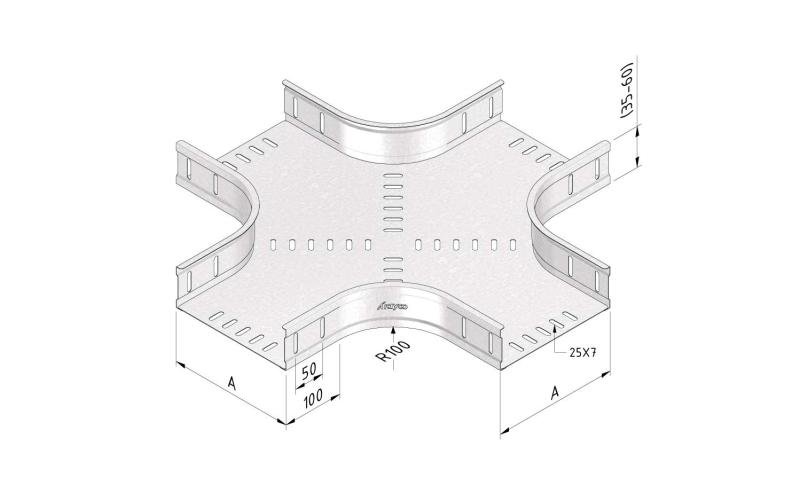
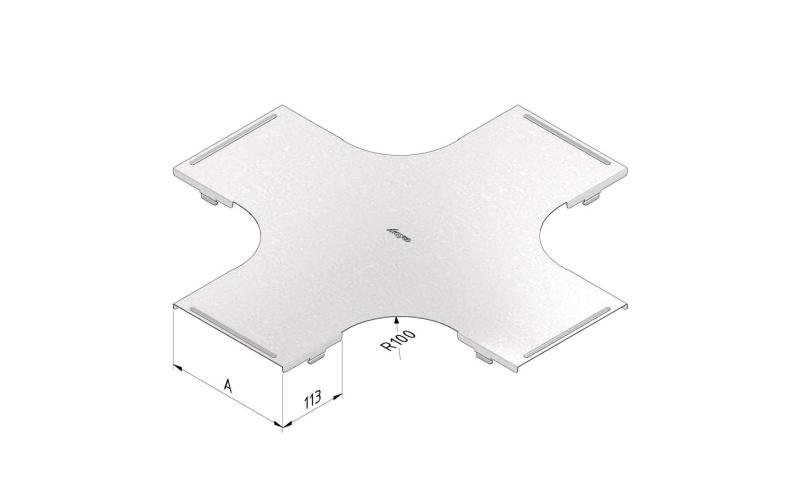
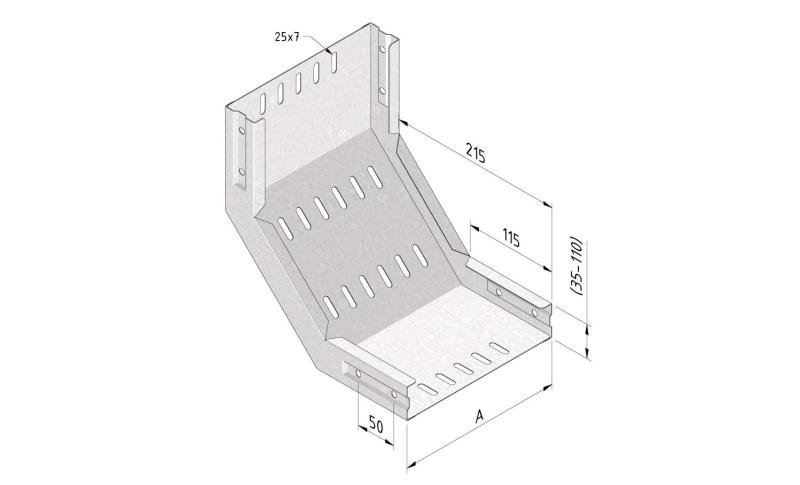
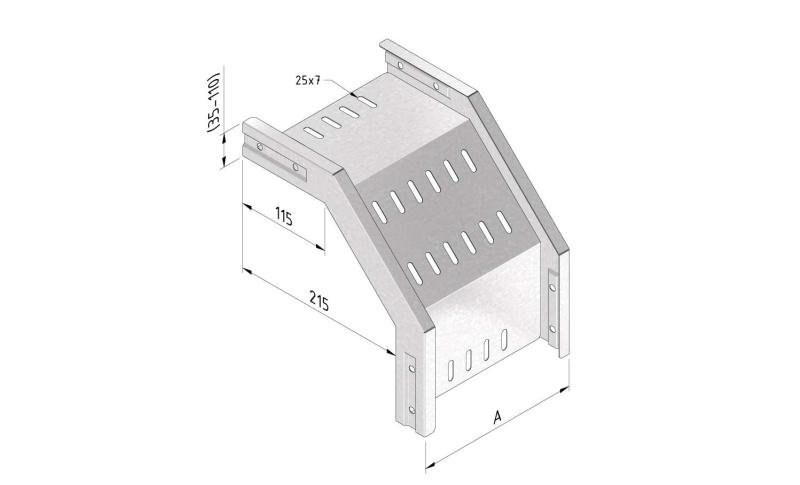
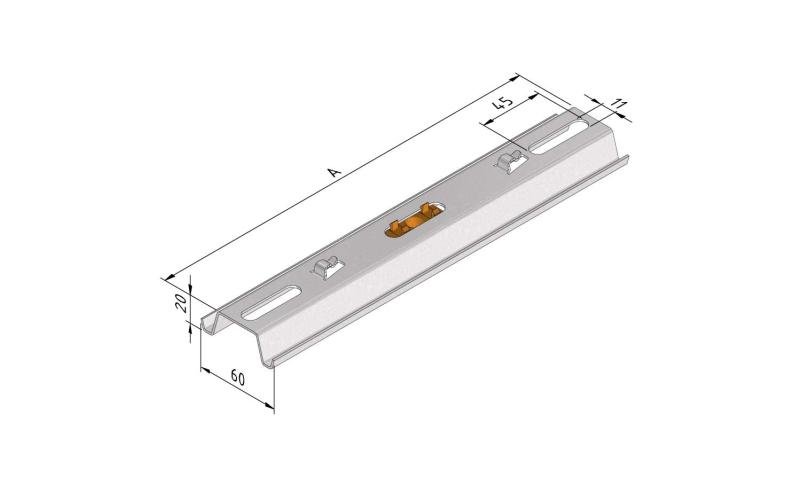
Gitterrinne
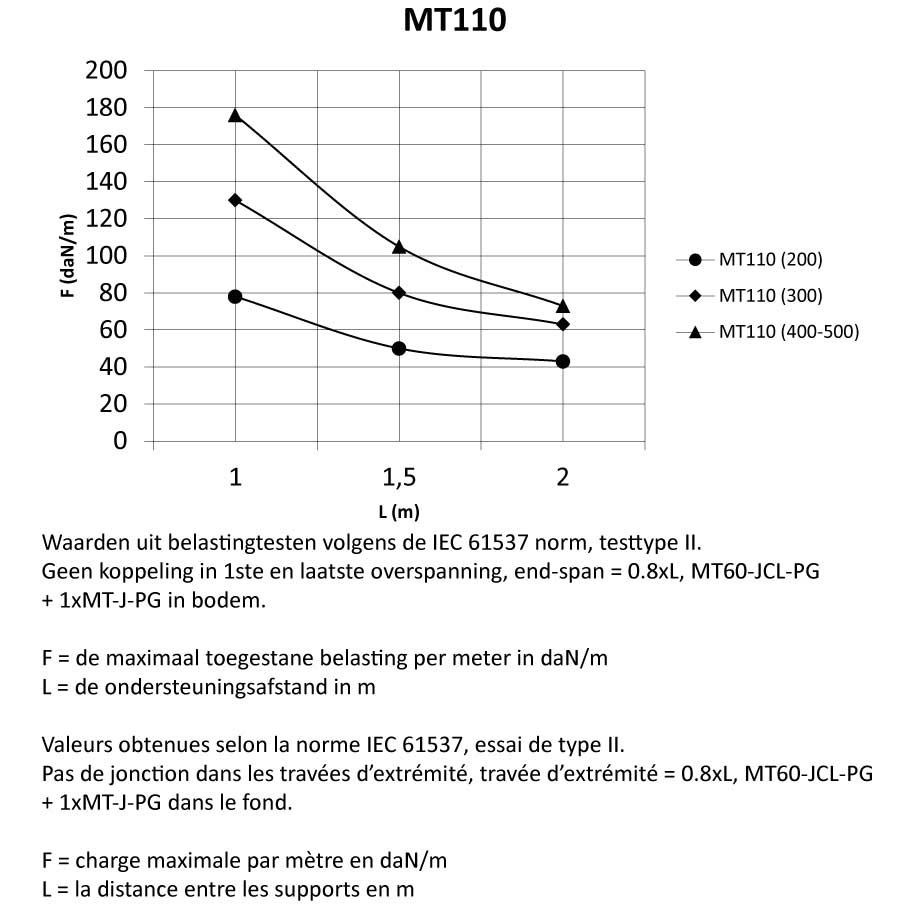
MT110


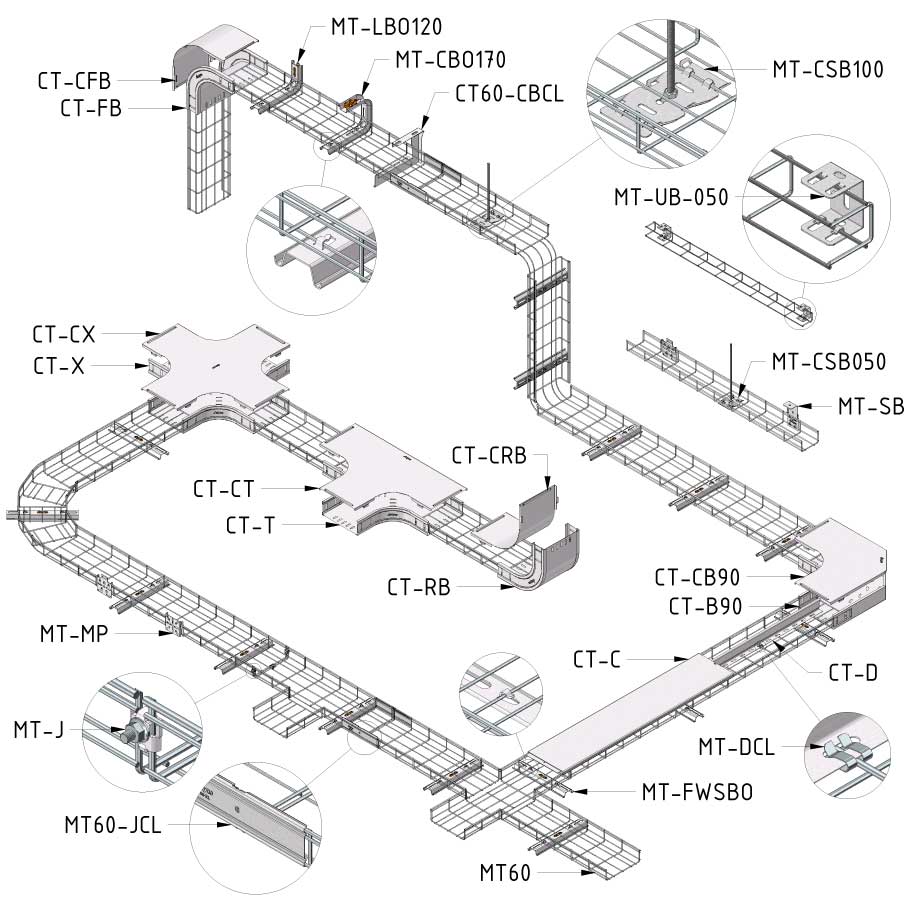
Gitterrinne
MT110
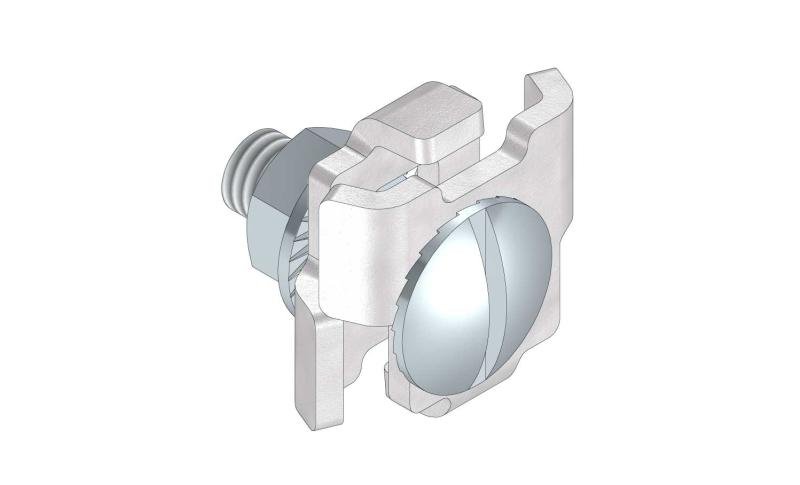
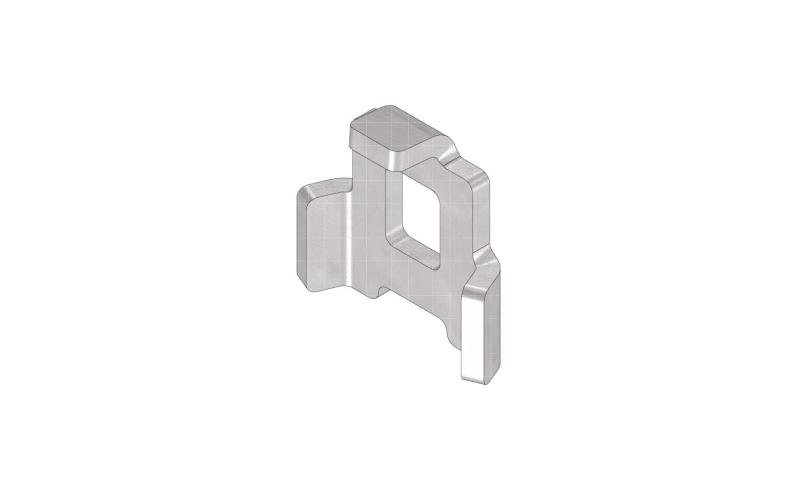
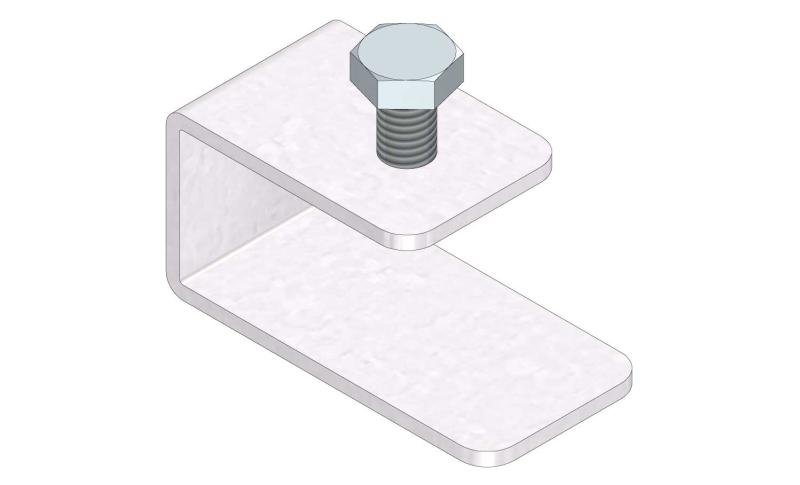
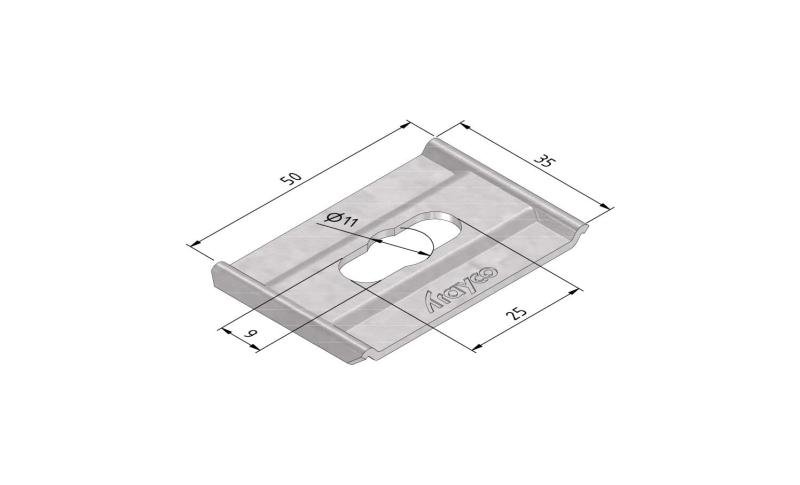
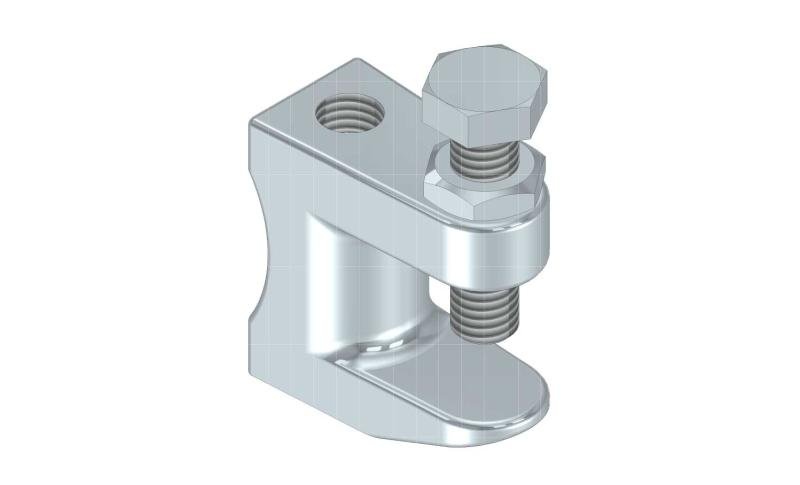
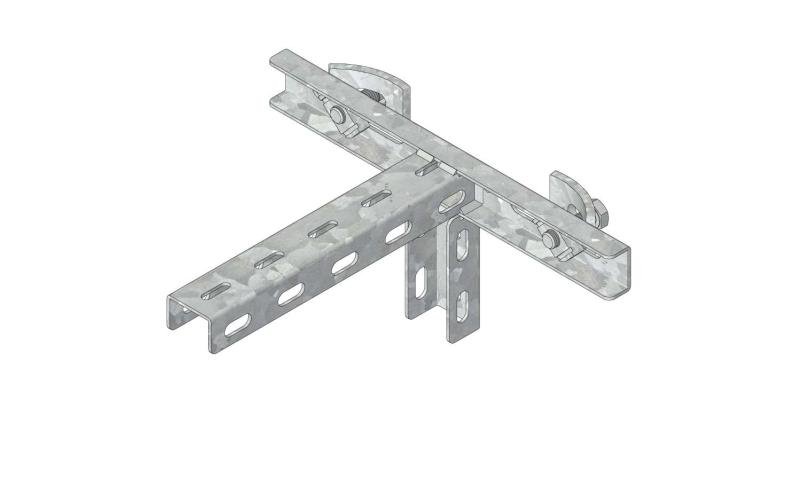
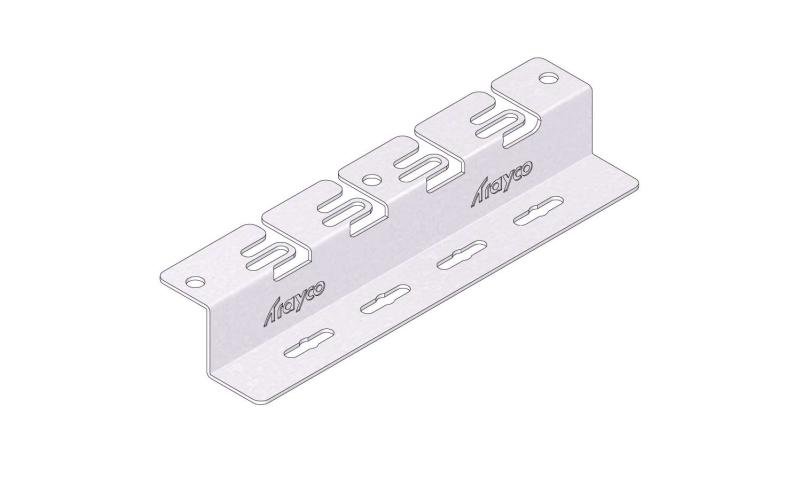
Verbinden mit MT60-JCL + MT-JF
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
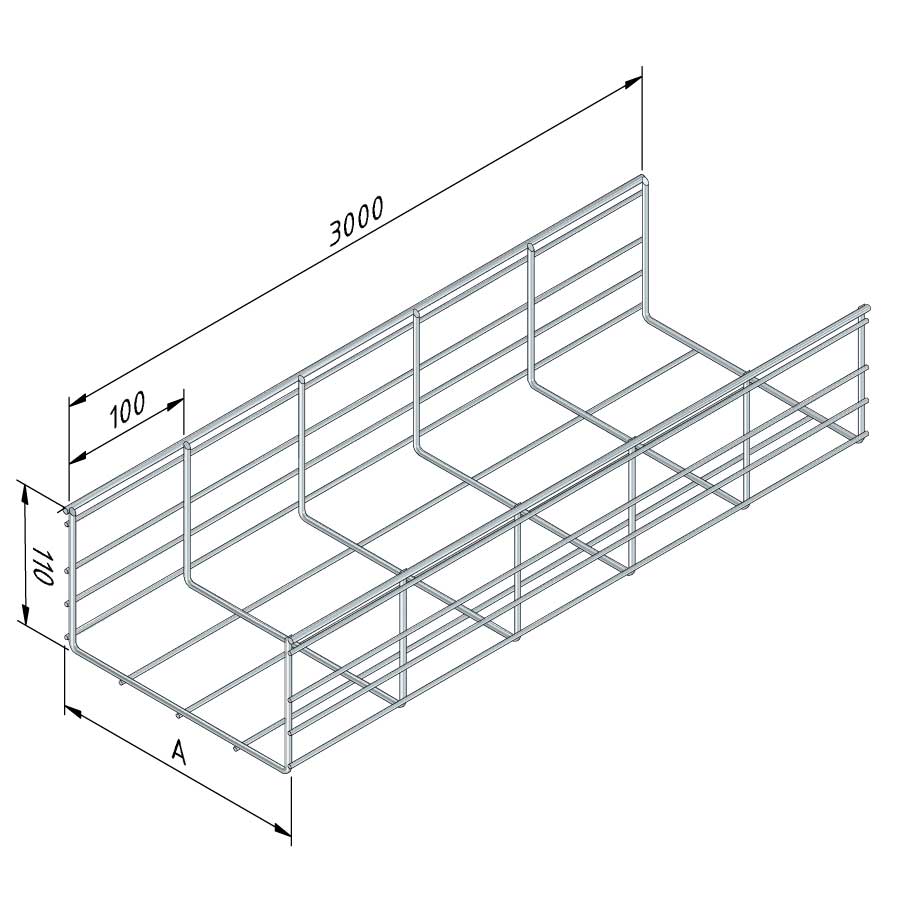
| SKU | Artikelcode | Ausführung | maß A | Nutzfläche (cm²) | Verpackung | |||
|---|---|---|---|---|---|---|---|---|
|
|
14701 |
MT110-200-3EG |
EG
|
200
|
188.17
|
3
|
Standard
|
|
|
|
14661 |
MT110-300-3EG |
EG
|
300
|
292.42
|
3
|
Standard
|
|
|
|
15284 |
MT110-400-3EG |
EG
|
400
|
396.67
|
3
|
Standard
|
|
|
|
15470 |
MT110-500-3EG |
EG
|
500
|
500.92
|
3
|
Standard
|
|
|
|
13830 |
MT110-200-3DG |
DG
|
200
|
188.17
|
3
|
|
|
|
|
15302 |
MT110-300-3DG |
DG
|
300
|
292.42
|
3
|
|
|
|
|
15552 |
MT110-400-3DG |
DG
|
400
|
396.67
|
3
|
|
|
|
|
15553 |
MT110-500-3DG |
DG
|
500
|
500.92
|
3
|
|
|
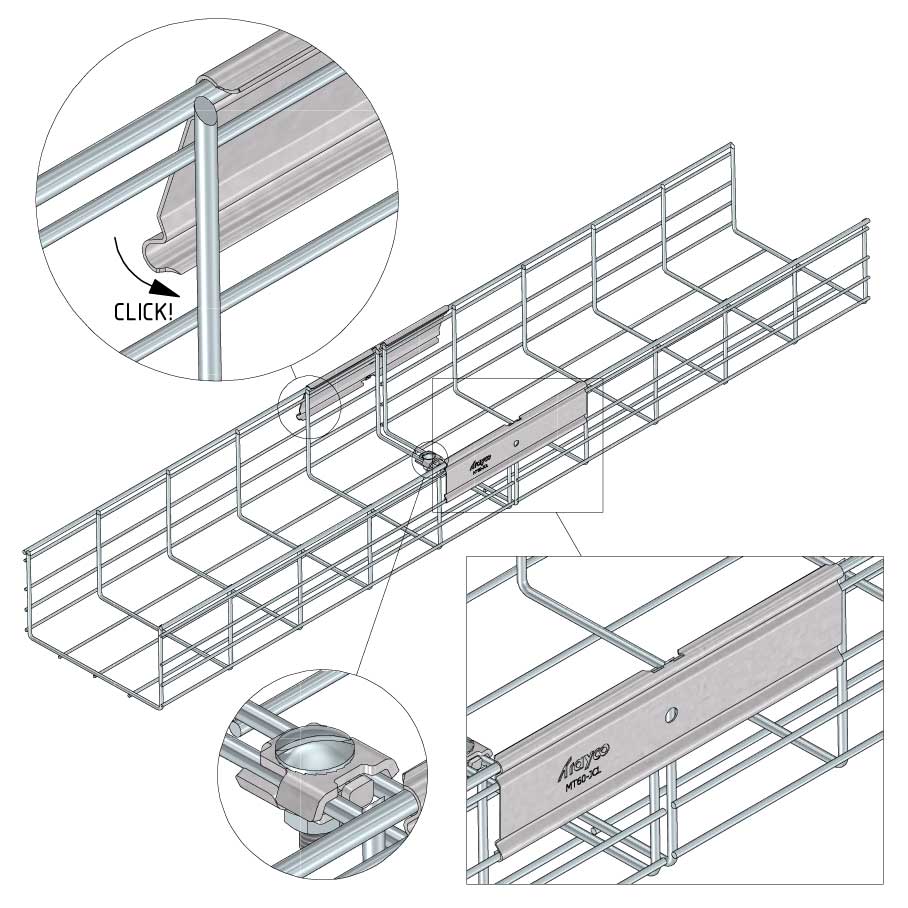


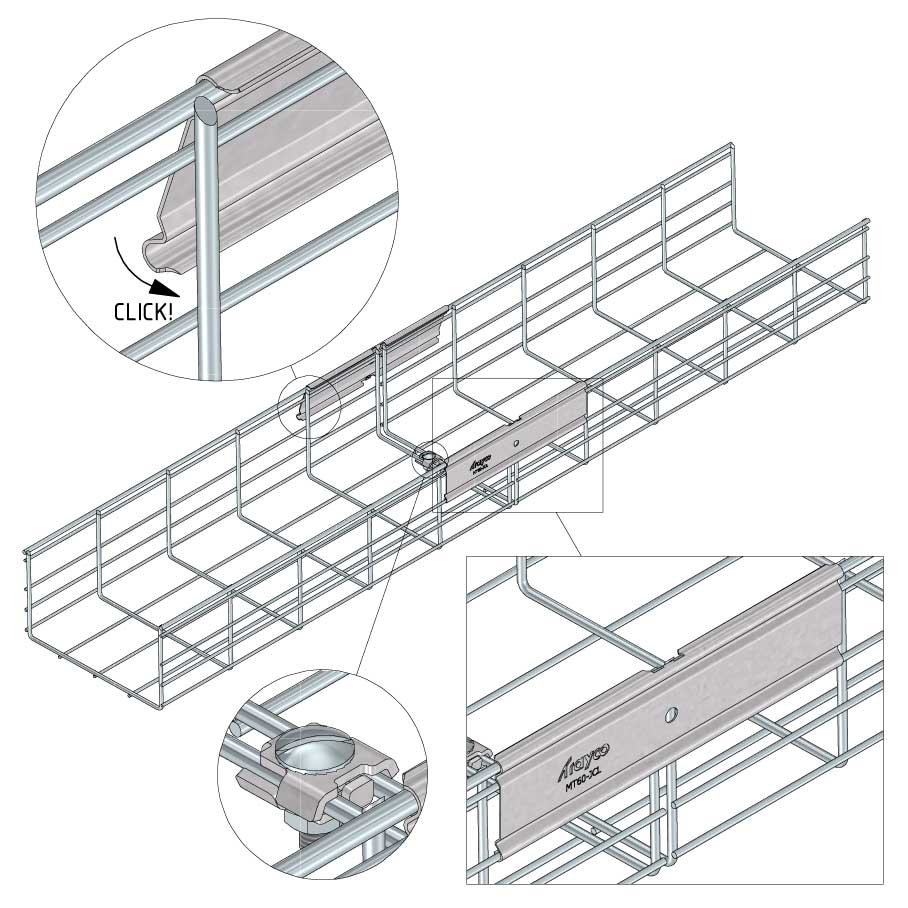



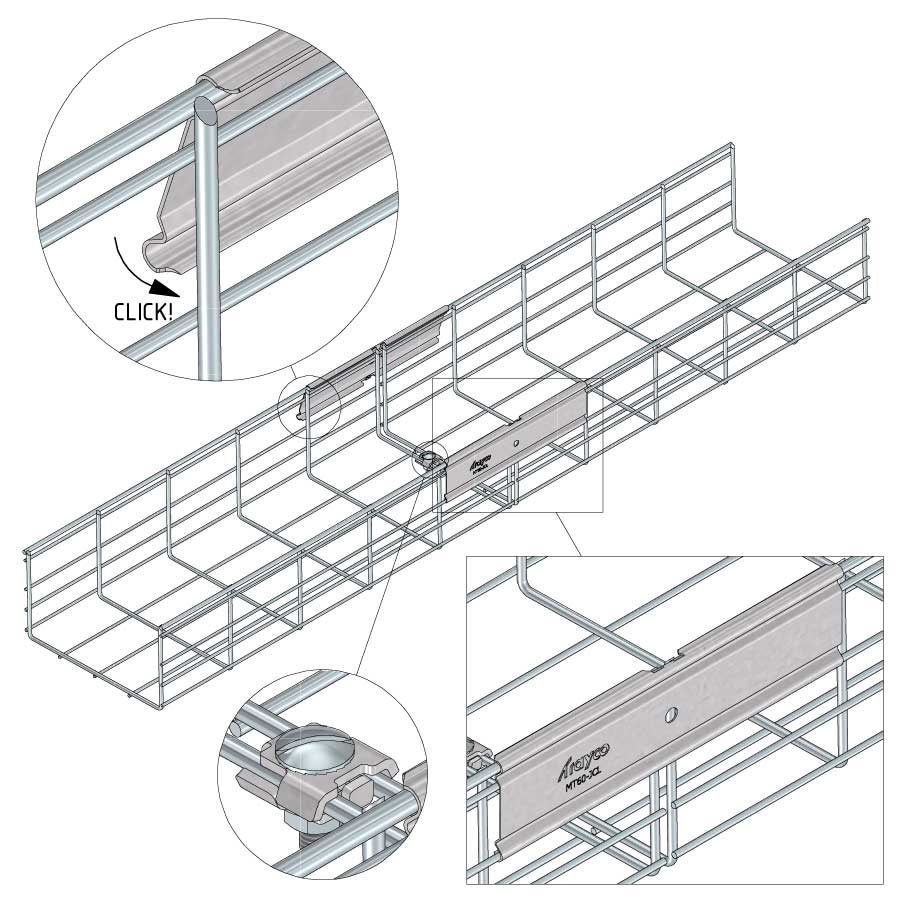





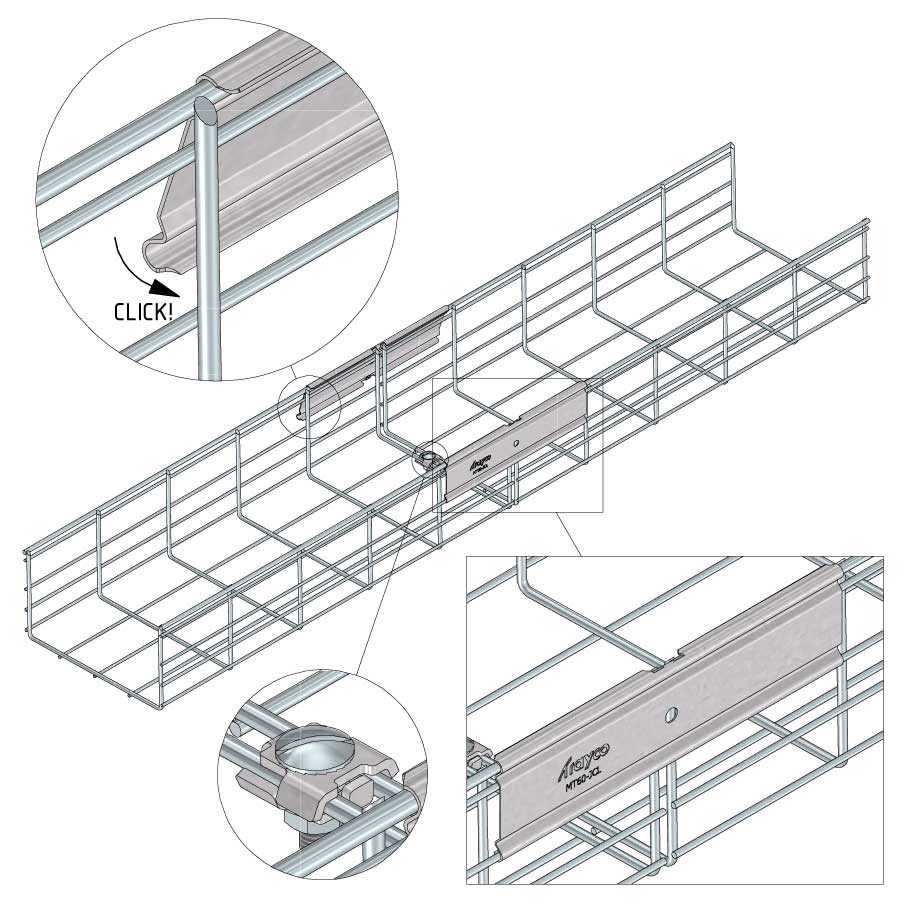




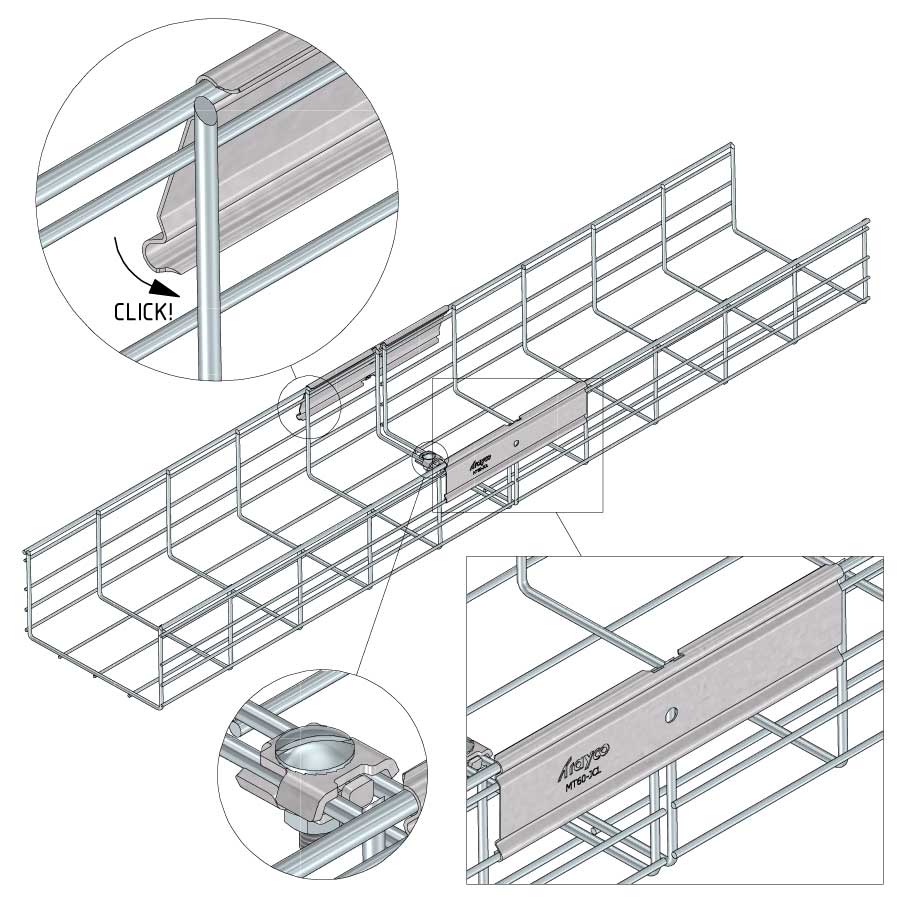


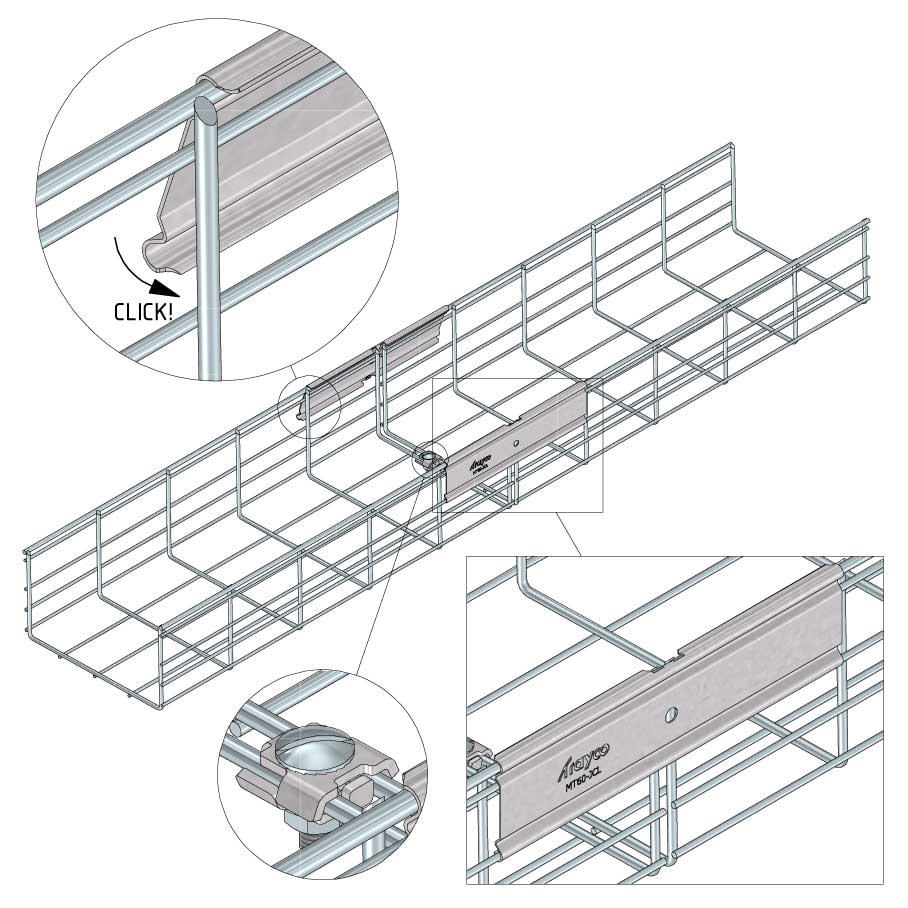
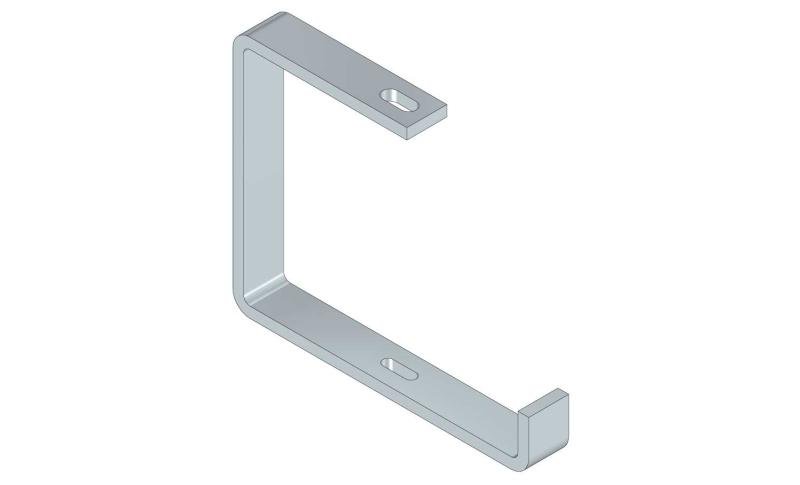
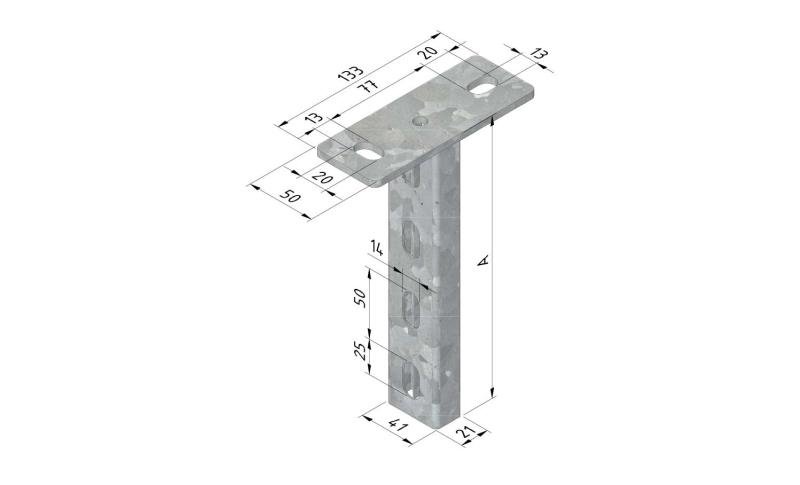
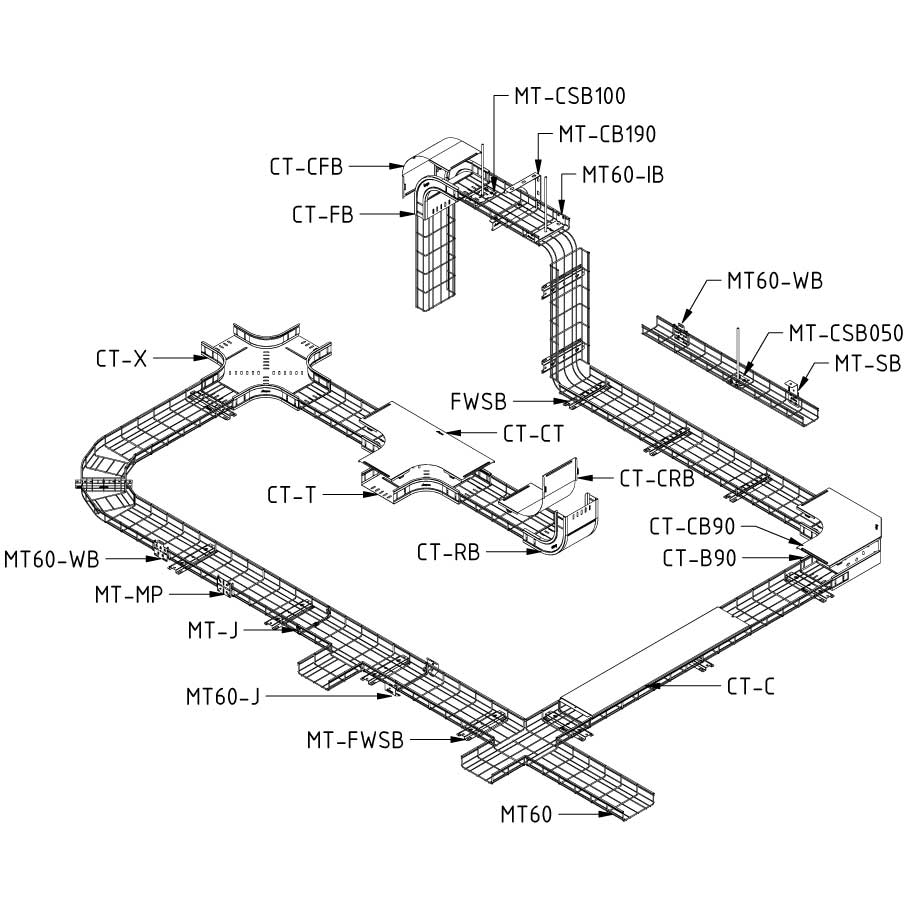
Montage

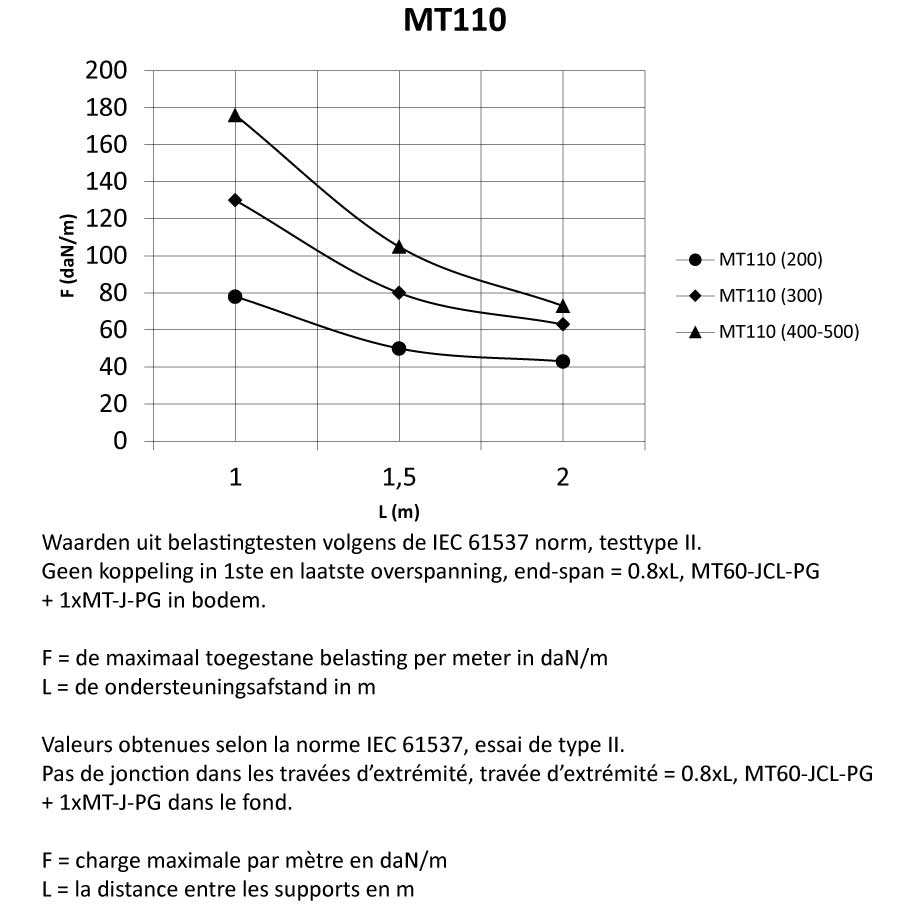
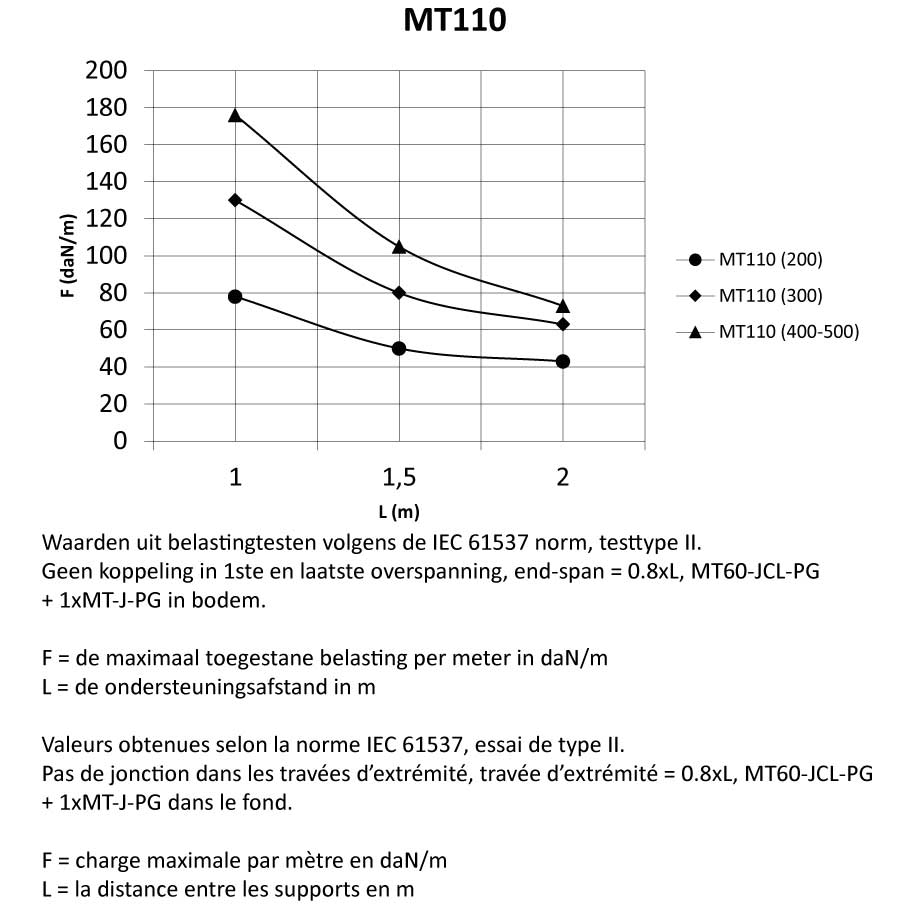
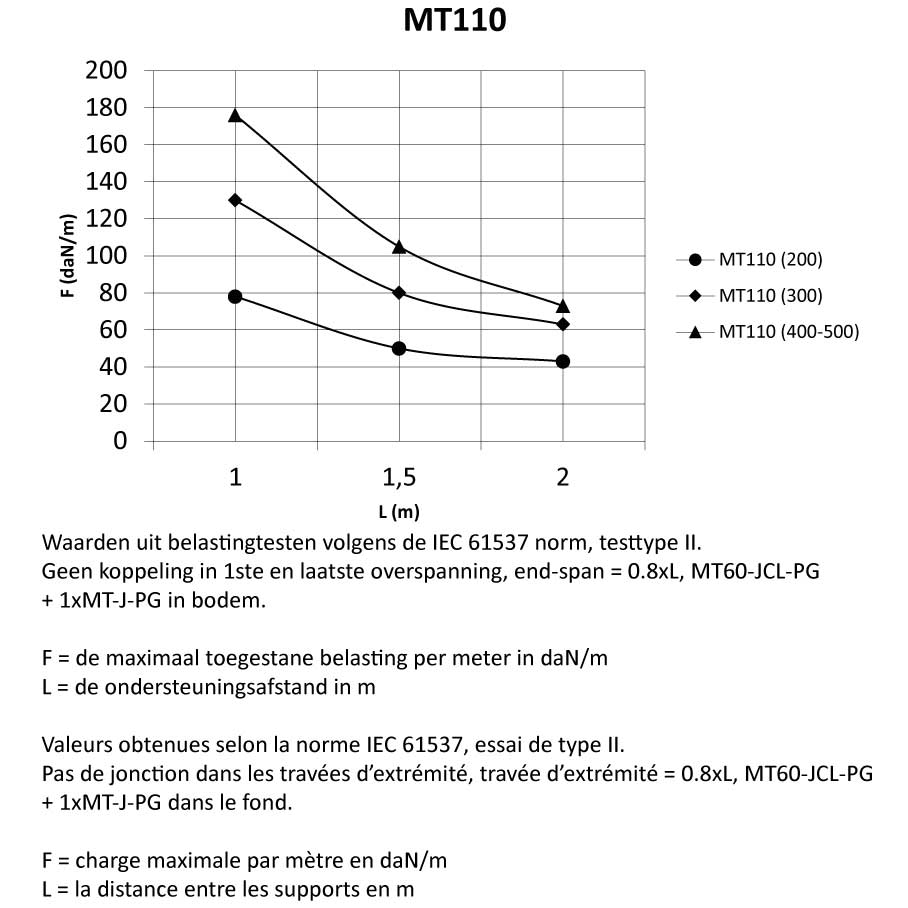
Lastdiagramm

































{kind=link}