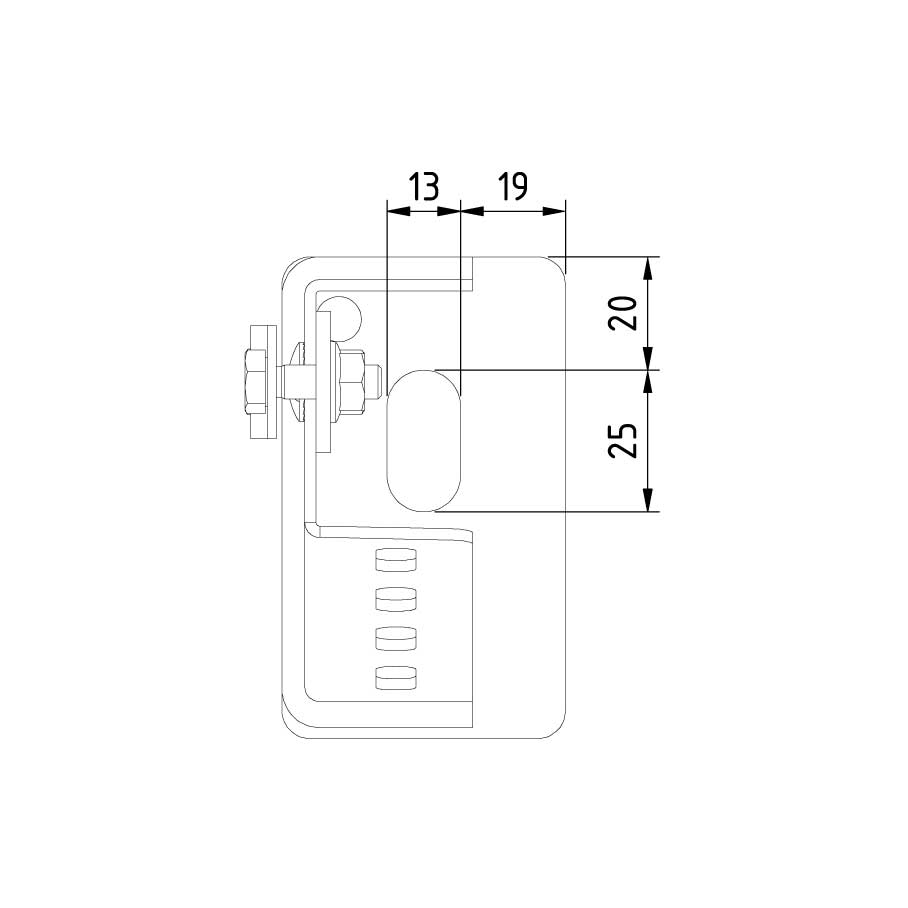
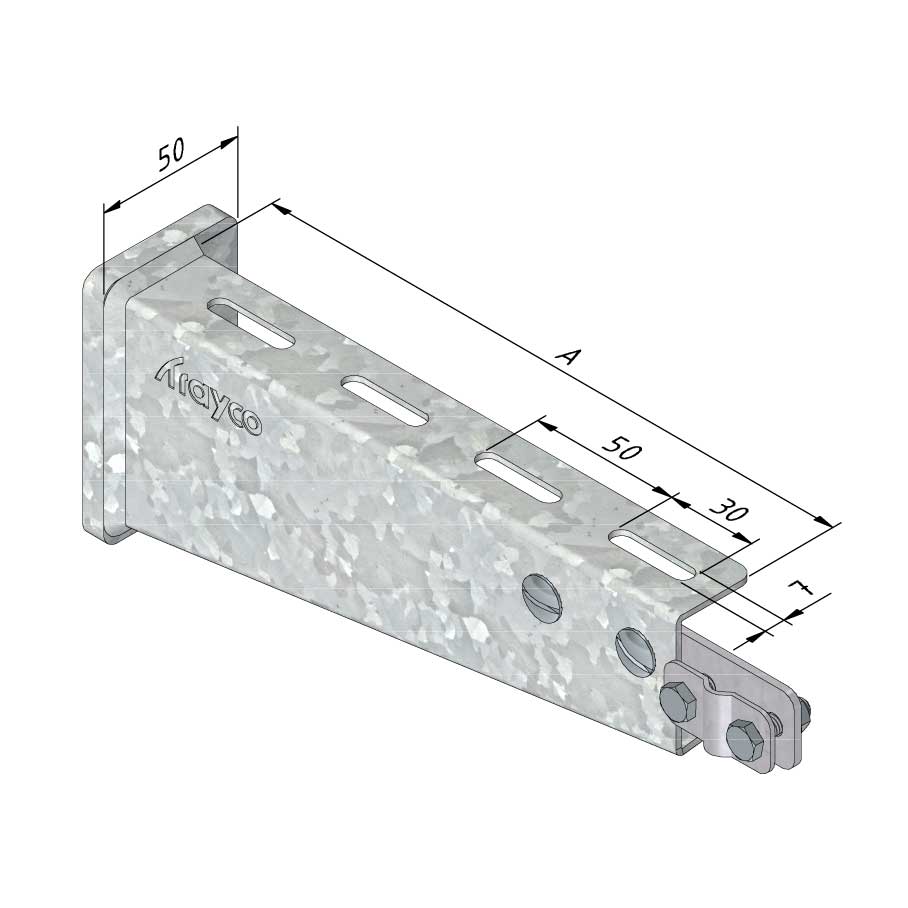
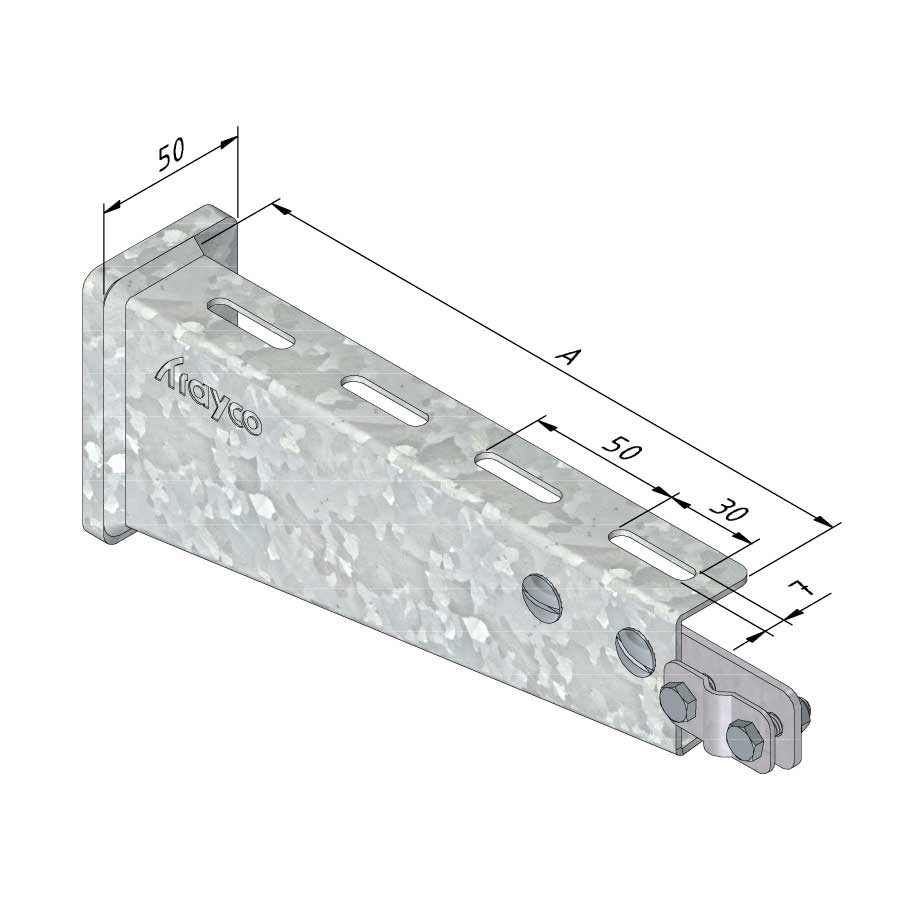
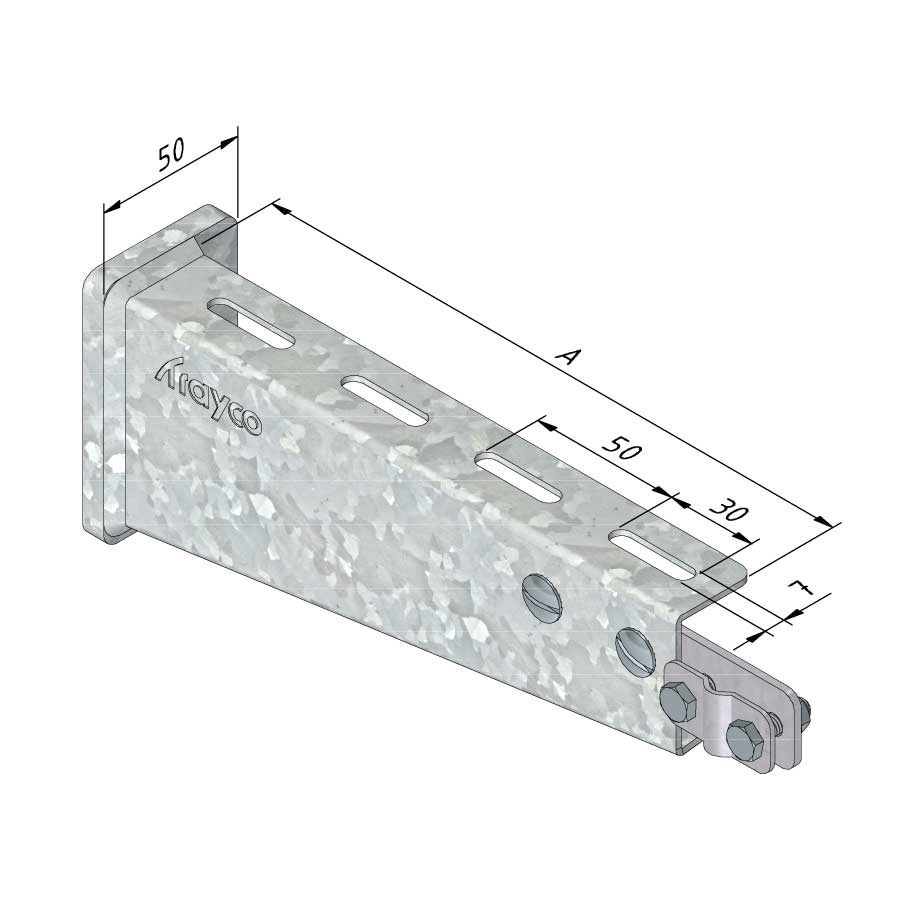
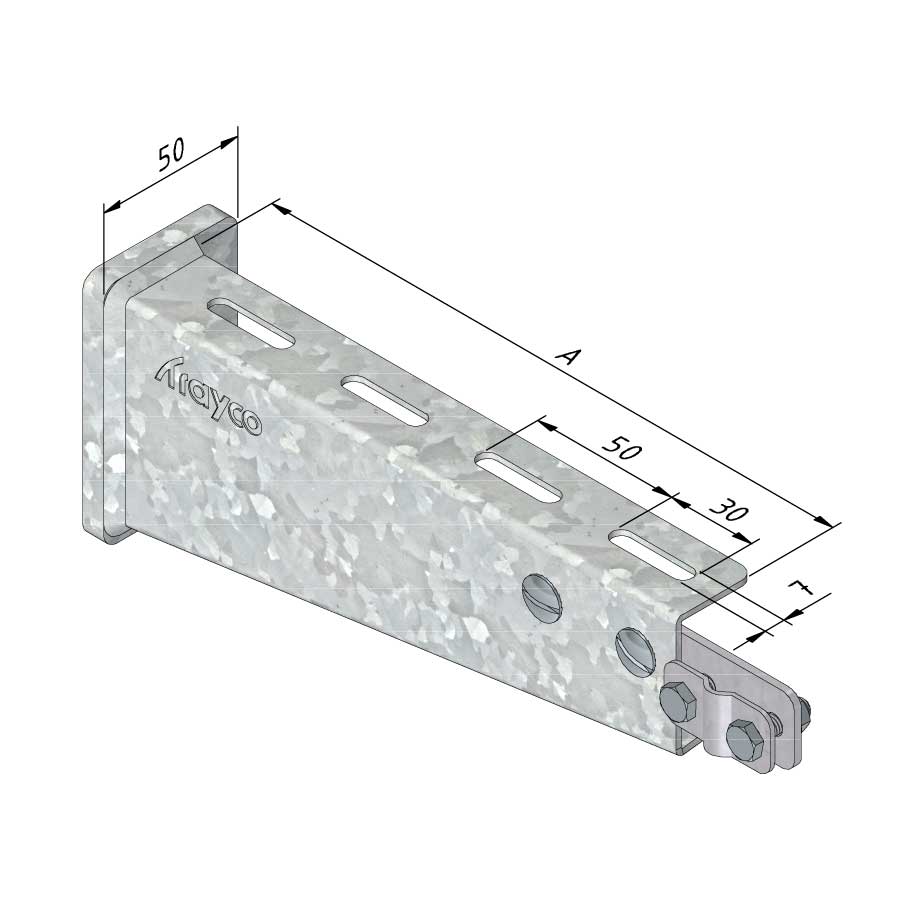
Wandausleger brandschutz
FR-WB35
Wandausleger brandschutz
FR-WB35
| SKU | Artikelcode | Ausführung | maß A | Verpackung | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
19414 |
FR-WB35-0100-DG |
DG
|
110
|
1
|
Standard
|
|
||||
Arbeitsbelastung
Weitere Informationen
Ausführung
Tauchfeuerverzinkt (EN ISO 1461) DG (dipped-galvanised):
Falls Kabeltragsysteme Witterungsverhältnissen und/oder aggressiven Stoffen (wie bei petrochemischen Anwendungen) ausgesetzt werden, erhalten diese eine zusätzliche Behandlung in Form einer Feuerverzinkung. Feuerverzinken wird auch Stückverzinken, Vollbadverzinken, Tauchverzinken oder Schmelztauchverzinken bzw. Tauchfeuerverzinken genannt. Das Feuerverzinken ist ein auf der Materialkunde beruhender Prozess, der zur Folge haben muss, dass der Stahl gegen Korrosion geschützt wird. Wird diese Schicht durchbrochen, tritt das Zink als Opferanode auf, so dass das Eisen vom Zink geschützt wird (auch als kathodischer Schutz bekannt). Beim Verzinken werden drei Legierungen gebildet, eine erste Eisen-Zink-, eine zweite Zink-Eisen- und eine dritte Zinklegierung. Zum Erhalten einer guten Haftung ist die Vorbehandlung von Stahl von entscheidender Bedeutung. Hierzu bedarf es der folgenden Prozessschritte: Entfetten, Spülen, Beizen, Spülen, Fluxen, Trocknen, Tauchen. Die Überzugsdicke ist von der Stahlzusammensetzung, der Materialdicke und der Zeit im Zinkbad abhängig. In der Verzinkungsnorm NEN-EN-ISO 1461 werden die Mindestschichtdicken vorgeschrieben (wie in der folgenden Übersicht angegeben), genauso wie der Zinkabtrag pro Jahr, der von den Umgebungsfaktoren abhängig ist (siehe Tabelle „Korrosionsklassen“). Die Zinkschicht bildet außerdem eine ausgezeichnete Haftschicht für weitere Nachbehandlungen wie das Bedecken mit Pulverbeschichtung und Farbschichten (besser bekannt als Duplexsystem). Ein zusätzlicher Vorteil des Feuerverzinkens ist, dass entlang der Kanten und an Stellen, wo Gegenstände im Allgemeinen für Korrosion besonders empfndlich sind, die Zinkschicht wegen des Verhaltens der Flüssigkeit dicker ist. Mindest-Zinkschichtdicken nach ISO 1461 - Mit Tauchverfahren Materialdicke ≥ 6 mm = Mind. Zinkschichtdicke (Im Mittel) 85µm Materialdicke ≥ 3 mm to < 6 mm = Mind. Zinkschichtdicke (Im Mittel) 70µm Materialdicke ≥ 1,5 mm to < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 1,5 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm - Mit Trommelverfahren Materialdicke ≥ 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm |
|||||||||||
|
|
19415 |
FR-WB35-0200-DG |
DG
|
210
|
1
|
Standard
|
|
||||

Arbeitsbelastung
Weitere Informationen
Ausführung
Tauchfeuerverzinkt (EN ISO 1461) DG (dipped-galvanised):
Falls Kabeltragsysteme Witterungsverhältnissen und/oder aggressiven Stoffen (wie bei petrochemischen Anwendungen) ausgesetzt werden, erhalten diese eine zusätzliche Behandlung in Form einer Feuerverzinkung. Feuerverzinken wird auch Stückverzinken, Vollbadverzinken, Tauchverzinken oder Schmelztauchverzinken bzw. Tauchfeuerverzinken genannt. Das Feuerverzinken ist ein auf der Materialkunde beruhender Prozess, der zur Folge haben muss, dass der Stahl gegen Korrosion geschützt wird. Wird diese Schicht durchbrochen, tritt das Zink als Opferanode auf, so dass das Eisen vom Zink geschützt wird (auch als kathodischer Schutz bekannt). Beim Verzinken werden drei Legierungen gebildet, eine erste Eisen-Zink-, eine zweite Zink-Eisen- und eine dritte Zinklegierung. Zum Erhalten einer guten Haftung ist die Vorbehandlung von Stahl von entscheidender Bedeutung. Hierzu bedarf es der folgenden Prozessschritte: Entfetten, Spülen, Beizen, Spülen, Fluxen, Trocknen, Tauchen. Die Überzugsdicke ist von der Stahlzusammensetzung, der Materialdicke und der Zeit im Zinkbad abhängig. In der Verzinkungsnorm NEN-EN-ISO 1461 werden die Mindestschichtdicken vorgeschrieben (wie in der folgenden Übersicht angegeben), genauso wie der Zinkabtrag pro Jahr, der von den Umgebungsfaktoren abhängig ist (siehe Tabelle „Korrosionsklassen“). Die Zinkschicht bildet außerdem eine ausgezeichnete Haftschicht für weitere Nachbehandlungen wie das Bedecken mit Pulverbeschichtung und Farbschichten (besser bekannt als Duplexsystem). Ein zusätzlicher Vorteil des Feuerverzinkens ist, dass entlang der Kanten und an Stellen, wo Gegenstände im Allgemeinen für Korrosion besonders empfndlich sind, die Zinkschicht wegen des Verhaltens der Flüssigkeit dicker ist. Mindest-Zinkschichtdicken nach ISO 1461 - Mit Tauchverfahren Materialdicke ≥ 6 mm = Mind. Zinkschichtdicke (Im Mittel) 85µm Materialdicke ≥ 3 mm to < 6 mm = Mind. Zinkschichtdicke (Im Mittel) 70µm Materialdicke ≥ 1,5 mm to < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 1,5 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm - Mit Trommelverfahren Materialdicke ≥ 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm |
|||||||||||
|
|
19416 |
FR-WB35-0300-DG |
DG
|
310
|
1
|
Standard
|
|
||||
Arbeitsbelastung
Weitere Informationen
Ausführung
Tauchfeuerverzinkt (EN ISO 1461) DG (dipped-galvanised):
Falls Kabeltragsysteme Witterungsverhältnissen und/oder aggressiven Stoffen (wie bei petrochemischen Anwendungen) ausgesetzt werden, erhalten diese eine zusätzliche Behandlung in Form einer Feuerverzinkung. Feuerverzinken wird auch Stückverzinken, Vollbadverzinken, Tauchverzinken oder Schmelztauchverzinken bzw. Tauchfeuerverzinken genannt. Das Feuerverzinken ist ein auf der Materialkunde beruhender Prozess, der zur Folge haben muss, dass der Stahl gegen Korrosion geschützt wird. Wird diese Schicht durchbrochen, tritt das Zink als Opferanode auf, so dass das Eisen vom Zink geschützt wird (auch als kathodischer Schutz bekannt). Beim Verzinken werden drei Legierungen gebildet, eine erste Eisen-Zink-, eine zweite Zink-Eisen- und eine dritte Zinklegierung. Zum Erhalten einer guten Haftung ist die Vorbehandlung von Stahl von entscheidender Bedeutung. Hierzu bedarf es der folgenden Prozessschritte: Entfetten, Spülen, Beizen, Spülen, Fluxen, Trocknen, Tauchen. Die Überzugsdicke ist von der Stahlzusammensetzung, der Materialdicke und der Zeit im Zinkbad abhängig. In der Verzinkungsnorm NEN-EN-ISO 1461 werden die Mindestschichtdicken vorgeschrieben (wie in der folgenden Übersicht angegeben), genauso wie der Zinkabtrag pro Jahr, der von den Umgebungsfaktoren abhängig ist (siehe Tabelle „Korrosionsklassen“). Die Zinkschicht bildet außerdem eine ausgezeichnete Haftschicht für weitere Nachbehandlungen wie das Bedecken mit Pulverbeschichtung und Farbschichten (besser bekannt als Duplexsystem). Ein zusätzlicher Vorteil des Feuerverzinkens ist, dass entlang der Kanten und an Stellen, wo Gegenstände im Allgemeinen für Korrosion besonders empfndlich sind, die Zinkschicht wegen des Verhaltens der Flüssigkeit dicker ist. Mindest-Zinkschichtdicken nach ISO 1461 - Mit Tauchverfahren Materialdicke ≥ 6 mm = Mind. Zinkschichtdicke (Im Mittel) 85µm Materialdicke ≥ 3 mm to < 6 mm = Mind. Zinkschichtdicke (Im Mittel) 70µm Materialdicke ≥ 1,5 mm to < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 1,5 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm - Mit Trommelverfahren Materialdicke ≥ 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm |
|||||||||||
|
|
19417 |
FR-WB35-0400-DG |
DG
|
410
|
1
|
Standard
|
|
||||
Arbeitsbelastung
Weitere Informationen
Ausführung
Tauchfeuerverzinkt (EN ISO 1461) DG (dipped-galvanised):
Falls Kabeltragsysteme Witterungsverhältnissen und/oder aggressiven Stoffen (wie bei petrochemischen Anwendungen) ausgesetzt werden, erhalten diese eine zusätzliche Behandlung in Form einer Feuerverzinkung. Feuerverzinken wird auch Stückverzinken, Vollbadverzinken, Tauchverzinken oder Schmelztauchverzinken bzw. Tauchfeuerverzinken genannt. Das Feuerverzinken ist ein auf der Materialkunde beruhender Prozess, der zur Folge haben muss, dass der Stahl gegen Korrosion geschützt wird. Wird diese Schicht durchbrochen, tritt das Zink als Opferanode auf, so dass das Eisen vom Zink geschützt wird (auch als kathodischer Schutz bekannt). Beim Verzinken werden drei Legierungen gebildet, eine erste Eisen-Zink-, eine zweite Zink-Eisen- und eine dritte Zinklegierung. Zum Erhalten einer guten Haftung ist die Vorbehandlung von Stahl von entscheidender Bedeutung. Hierzu bedarf es der folgenden Prozessschritte: Entfetten, Spülen, Beizen, Spülen, Fluxen, Trocknen, Tauchen. Die Überzugsdicke ist von der Stahlzusammensetzung, der Materialdicke und der Zeit im Zinkbad abhängig. In der Verzinkungsnorm NEN-EN-ISO 1461 werden die Mindestschichtdicken vorgeschrieben (wie in der folgenden Übersicht angegeben), genauso wie der Zinkabtrag pro Jahr, der von den Umgebungsfaktoren abhängig ist (siehe Tabelle „Korrosionsklassen“). Die Zinkschicht bildet außerdem eine ausgezeichnete Haftschicht für weitere Nachbehandlungen wie das Bedecken mit Pulverbeschichtung und Farbschichten (besser bekannt als Duplexsystem). Ein zusätzlicher Vorteil des Feuerverzinkens ist, dass entlang der Kanten und an Stellen, wo Gegenstände im Allgemeinen für Korrosion besonders empfndlich sind, die Zinkschicht wegen des Verhaltens der Flüssigkeit dicker ist. Mindest-Zinkschichtdicken nach ISO 1461 - Mit Tauchverfahren Materialdicke ≥ 6 mm = Mind. Zinkschichtdicke (Im Mittel) 85µm Materialdicke ≥ 3 mm to < 6 mm = Mind. Zinkschichtdicke (Im Mittel) 70µm Materialdicke ≥ 1,5 mm to < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 1,5 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm - Mit Trommelverfahren Materialdicke ≥ 3 mm = Mind. Zinkschichtdicke (Im Mittel) 55µm Materialdicke < 3 mm = Mind. Zinkschichtdicke (Im Mittel) 45µm |
|||||||||||
Keine Ergebnisse
Es wurden keine Ergebnisse für Ihre aktuelle Suche gefunden
